Дефекты при термической обработке стали
Термическая обработка проката – эффективный прием улучшения эксплуатационных показателей различных сталей и сплавов. Различные виды термообработки адаптированы под достижение конкретных результатов. Например, термическая обработка стыков после сварки выполняется методами поверхностной закалки ТВЧ, а для изменения структуры и состава поверхностных слоев стали используется её химико-термическая обработка.

Для обеспечения необходимого качества рассматриваемых технологий необходимо своевременно и эффективно предотвращать возможные дефекты термической обработки.
- Виды термообработки сталей
- Дефекты
- Способы исправления брака
Виды термообработки сталей
В зависимости от характера термического воздействия на металл, и способов введения дополнительной энергии в его структуру различают следующие основные виды термической обработки:
- Отжиг – применяется с целью улучшения последующей деформации заготовок, и обеспечивает им равновесную мелкозернистую структуру. В свою очередь, отжиг может быть высоко- и низкотемпературным.
- Закалка – придает деталям повышенную твердость и механическую прочность. Выполняется в электрических или пламенных нагревательных устройствах, подразделяется на поверхностную и объемную.
- Отпуск – выполняется, как правило, после закалки, и обеспечивает плавное снижение прочностных показателей стали по мере удаления от поверхности. В результате снимаются термические напряжения, приводящие к короблению деталей.
- Нормализация – заключается в исправлении неблагоприятной структуры стали и улучшения ее последующей обрабатываемости резанием.
- Улучшение – выполняется для придания стальным деталям оптимального сочетания прочности и вязкости, что существенно, если изделие работает при значительных динамических нагрузках.

Менее распространены, но также используются: старение (стабилизация структуры термообработанной стали), обработка холодом (обеспечивает деталям повышенную точность), а также комбинированные процессы, сочетающие термообработку с деформацией стали, насыщением ее поверхности другими элементами и так далее.
Дефекты
Дефекты, возникающие при термической обработке стали, принято подразделять на два вида: обратимые и необратимые. В первом случае, их можно «снять» дополнительной тепловой обработкой заготовки, во втором – изделие является браком, и далее подлежит переплавке.
К первой группе относится перегрев – нагрев стали до температуры выше 1250…11000С (меньшие значения – для сталей с повышенным содержанием углерода). Дефект усугубляется, если к тому же увеличить время выдержки заготовки при таких температурах. В перегретом металле начинается интенсивный рост зерен, сопровождающийся неблагоприятным изменением их формы. У высокоуглеродистых сталей на фоне такой структуры дополнительно появляются грубые игольчатые формы цементита Fe3C. В результате механические свойства стали резко падают, причем особенно интенсивно у перегретого изделия уменьшаются показатели ударной вязкости. Такие заготовки разрушаются при попытке любой механической их обработки (а также обработки давлением со сколько-нибудь значительными степенями деформаций).
Перегрев стали можно устранить. Для этого применяют отжиг до температур, на 40…600С превышающих температуру начала аустенитного превращения. После некоторой выдержки заготовки медленно охлаждают вместе с печью. В теплое время года возможно охлаждение на спокойном воздухе (без сквозняков и искусственных воздушных потоков). В результате зерна становятся мельче, приобретают округлую форму, а металлу возвращаются его прежние физико-механические характеристики.
Необратимым дефектом термообработки является пережог. Он возникает при нагреве стали до температур ниже температуры начала плавления на 50…1000С. При таких температурах неметаллические включения в стали, располагающиеся всегда по границам зёрен – сера и фосфор – плавятся. Этому сопутствует также интенсивное окисление, которое проходит по границам зерен. Пережженный металл полностью теряет свою пластичность, следствием чего является появление рваных трещин при последующей ковке или прокатке. Восстановить исходную структуру такой стали невозможно.
Способы исправления брака
Кроме основных дефектов, каждому виду термической обработки свойственны и локальные. Во многих случаях они устранимы. Типовые дефекты термической обработки стали могут быть сведены к следующим:
- Несоответствие твердости обработанного изделия. Возникает при нарушении заданного режима: например, при повышенной/пониженной скорости охлаждения, недостаточном времени выдержки заготовки в печи или в результате нагрева до более низких/высоких температур. Исправляется повторной термообработкой;
- Появление сетки карбидных включений. Вызывается перегревом стали и устраняется выполнением нормализации металла, либо многократной перековкой заготовки;
- Трещинообразование, вызванное растрескиванием стальной заготовки из-за возникших в ней высоких термических напряжений при мартенситном превращении. Сталь становится хрупкой, излом имеет ярко выраженный крупнозернистый характер. Проявляется при превышении допустимых скоростей охлаждения металла при закалке. Исправить такой брак невозможно;
- Обезуглероживание: выгорание цементита в поверхностных слоях стали с одновременным образованием высокотемпературного оксида железа FeO. Происходит при слишком длительной выдержке нагретой заготовки в печи, либо при использовании пламенных нагревательных устройств с неконтролируемой атмосферой. Брак исправим лишь частично: заготовки можно подвергнуть нормализации, но марка стали при этом изменится в сторону снижения процентного содержания углерода. Нагрев следует вести в электропечах, либо в печах безокислительного нагрева;
- Неравномерная твердость по поверхности или сечению. Дефект связан с некачественным отпуском (например, использованием загрязненной включениями охлаждающей среды или касанием заготовок друг друга в отпускной емкости). Дефект устраняется последующей нормализацией и закалкой с применением более интенсивной охлаждающей среды, в частности, воды или водного раствора NaCl;
- Механическая деформация или коробление термообработанных изделий. Устраняется их правкой на гидравлических прессах, а – при необходимости – применением повторной термообработки, но с более медленной скоростью охлаждения.
Дефекты, возникающие при термической обработке стыков сварных конструкций, устраняются их повторным нагревом и последующим охлаждением на спокойном воздухе.
Услуги по термической обработке стоит заказывать на предприятиях с высокой культурой производства, современным оборудованием, эффективными средствами КИПиА, а также располагающими квалифицированным персоналом.
ПЕРЕГРЕВ СТАЛИ ПРИ ЗАКАЛКЕ
[c.144]
Перегрев связан с нагревом изделия до температуры, значительно превышающей необходимую температуру нагрева. Перегрев сопровождается образованием крупнозернистой структуры, в результате чего повышается хрупкость стали. При закалке в перегретой стали образуются трещины. Перегрев может быть исправлен отжигом или нормализацией.
[c.129]
Перегрев при закалке сталей со значительной структурной неоднородностью [c.735]
Перегрев стали выше указанных в таол. 16 температур вредно отражается на качестве закалки, так как при перегреве зерна быстро растут, и сталь после закалки получается крупнозернистой.
[c.43]
Нагрев доэвтектоидной стали под закалку ниже Асз, но выше Асу приводит к частичной закалке. Зерна, которые в процессе нагрева и выдержки превратились в аустенит, после резкого охлаждения превратятся в мартенсит. Твердость мартенсита в стали, содержащей 0,5% углерода, составляет около 650 НВ. Но наряду с мартенситом сохраняются не претерпевшие превращения при нагреве зерна мягкого феррита (твердость около 80 НВ). Такая структура является браком закалки. Нагрев до температуры, значительно превышающей Асд, может вызвать перегрев или даже пережог. Поэтому для доэвтектоидной стали оптимальным является нагрев под закалку на 20—50 град выше Лсд.
[c.141]
Перегрев при закалке изменяет вид излома в закаленном состоянии он становится сначала все более блестящим, а затем при еще большем повышении температуры нагрева зерна стали становятся различимыми и излом оказывается крупнозернистым. Такая сталь отличается повышенной хрупкостью. По видам излома можно также судить о специальных дефектах легированных сталей (нафталинистый, слоистый излом рис. 246).
[c.301]
Закалка доэвтектоидных сталей с температур, значительно превышающих указанную оптимальную, приводит к перегреву. Перегрев при закалке выражается в том, что мартенсит получается
[c.131]
Перечисленные особенности показывают, что электрошлаковая сварка является весьма эффективным способом соединения толстого металла, обеспечивающим высокую производительность и экономичность. Лишь то обстоятельство, что соединения, полученные электрошлаковой сваркой, необходимо подвергать высокотемпературной термической обработке, несколько снижает эффективность этого способа. Высокотемпературная термообработка требуется прежде всего потому, что при электрошлаковой сварке сталей, которые применяются для изготовления толстостенных конструкций, в околошовной зоне резко снижается ударная вязкость свариваемого металла из-за его перегрева. И только термической обработкой, вызывающей перекристаллизацию, устраняется перегрев металла. При сварке среднелегированных сталей и особенно улучшаемых сталей такой термообработкой должна быть закалка с последующим отпуском.
[c.243]
С первого взгляда можно предположить, что применение столь высоких температур нагрева, при закалке быстрорежущей стали должно было бы вызвать значительный перегрев стали и привести ее в совершенно хрупкое состояние. Однако в действительности этого не наблюдается ввиду того, что присутствующие в большом количестве в аустените труднорастворимые карбиды препятствуют росту аустенитного зерна. Кроме того, выдержка при температуре нагрева под закалку обычно бывает непродолжительной.
[c.314]
Перегрев происходит при превышении температуры нагрева или чрезмерной продолжительности выдержки. Сталь получается крупнозернистой и хрупкой. Этот дефект устраняют повторной закалкой или нормализацией.
[c.76]
| Рис. 16.11. Сталь 45. Перегрев при закалке — крупноигольчатый | 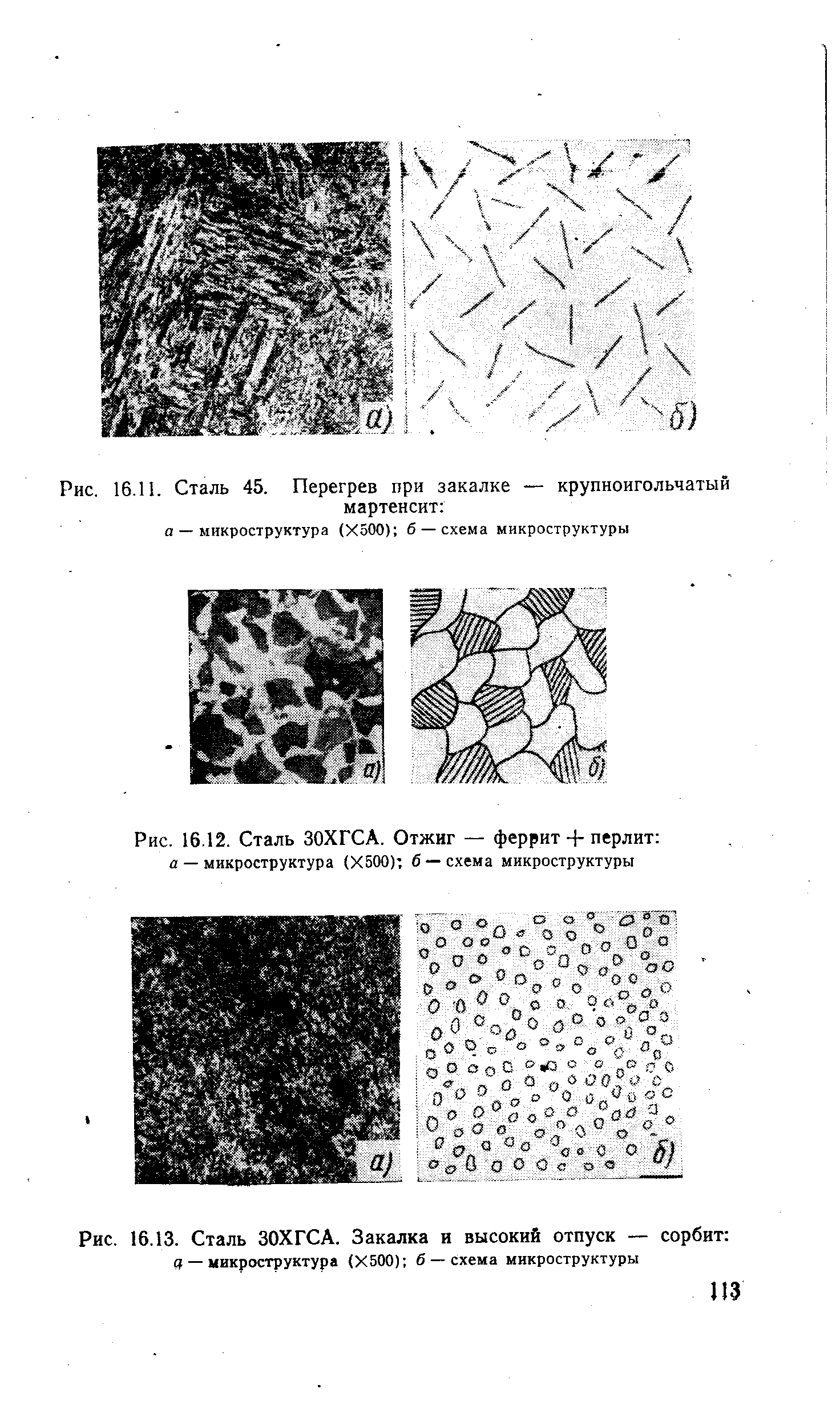 |
Перегрев получается в том случае, если сталь была нагрета до температуры намного выше критической или при оптимальной температуре была дана очень большая выдержка. При перегреве происходит рост зерна аустенита, а после закалки образуется крупноигольчатый мартенсит (рис. 69, б). Механические свойства перегретой стали низкие (чрезмерная хрупкость). Сталь, перегретую при закалке, отжигают (или нормализуют) и вновь закаливают.
[c.79]
Вид излома позволяет хорошо выявить перегрев при закалке. При этом конструкционные легированные стали для правильной оценки величины зерна в закаленном состоянии целесообразно подвергать отпуску в интервале развития хрупкости первого рода.
[c.308]
Опыт показывает, что перегрев стали при закалке повыигает более резко структурные напряжения по сравнению с теп-ло выми.
[c.399]
Перегрев стали при закалке изменяет вид излома в закаленном оостоянии ои становится сначала все более блестящим, а затем пр1И еще большем повышении температуры нагрева зерна стали становятся различимыми и излом оказывается крупнозернистым. Такая сталь отличается повышенной хрупкостью.
[c.262]
Так, небольшой перегрев при закалке приводит к огрублению структуры, укрупнению игл мартенсита. Это охрупчивает сталь и является совершенно й едолтусиимьим. Отпуск при температуре более высокой, чем 150— 160°С, снижает твердость и уменьшает сопротивление износу деталей подшипников, В стали ШХ15—наиболее распространенной шарикоподшипниковой стали—при закалке часто фиксируется повышенное количество остаточного аустенита (порядка 10—15%), который при последующей эксплуатации может превратиться в мартенсит и вызвать нежелательное изменение объема. Чтобы этого избежать, прецизионные. (особо точного изготовления) подшипники подвергают обработке холодом с охлаждением до (—10) —(—20)°С в соответствии с
[c.407]
Когда содержание Ti или Nb в стали находится на нижнем пределе по отношению к С, сталь ие всегда обеспечивает отсутствие склонности к межкрнсталлитной коррозии, особенно в условиях длительной службы деталей при высоких температурах, С одной стороны, это связано с влиянием азота, всегда присутствующего в стали и образующего нитрнды титана, и, с другой стороны, влиянием высоких температур закалки. При закалке стали типа 18-8 с Ti с очень высоких температур часть карбидов хрома растворяется и ири замедленном охлаждении выделяется по границам зерен, сообщая стали склонность к межкристаллитной коррозии. Поэтому перегрев стали при термической обработке (выше 1100° С) или сварке считается вредным, особенно в тех случаях, когда соотношение между Ti и С находится на нижнем пределе по формуле Ti 5 (С — 0,03%).
[c.146]
При перегреве стали образуется крупнозернистая, а иногда грубоигольчатая структура. Перегретая сталь при закалке дает повышенный брак по трещинам. Перегрев металла может быть исправлен последующей термической обработкой — отжигом или нормализацией.
[c.28]
Как видно из предыдущего, особенностью электрического нагрева с применением ТВЧ является высокая скорость нагрева, обычно на практике составляющая 30—300°/се/с. Для возможности протекания в стали при такой скорости нагрева перлитного превращения необходим перегрев. В связи с этим температуру нагрева стали при закалке с нагревом ТВЧ выбирают более высокой по сравнению с обычной закалкой — на 100—200° выше точки Ас для доэвтектоид-ной углеродистой стали и точки Лс для заэвтектоидной стали. После нагрева до указанных температур, выдержка при котором составляет от 1,5 до 10 сек, деталь охлаждают.
[c.141]
Так, например, небольшой перегрев при закалке ведет к огрублению структуры, укрупнению игл мартенсита, что приводит к охрупчиванию стали и является совершенно недопустимым. Отпуск при более высокой температуре, чем 150—160°, приводит к снижению твердости и уменьшению сопротивления износу деталей подшипников. В стали ШХ15, наиболее распространенной шарикоподшипниковой стали, при закалке часто фиксируется повышенное количество остаточного аустенита (порядка 10—15%), который при последующей эксплуатации может превратиться в мартенсит и вызвать нежелательное изменение объема. Чтобы этого избежать, прецизионные (особо точного изготовления) подшипники обрабатываются холодом, с охлаждением до —Ю-Ь—20° (в соответствии с положением точки /И ). Кроме перечисленных ста.чей, для некоторых особых видов подшипников применяют другие марки стали.
[c.288]
Так, небольшой перегрев при закалке ведет к огрублению структуры, укрупне-нпю игл мартепсита, что приводит к охрупчиванию стали и является совершенно недопустимым. Отпуск при температуре более высокой, чем 150—160° С, приводит к снижению твердости и уменьшению сопротивления износу деталей подшипников. В стали ШХ15, наиболее распространенной шарикоподшипниковой стали, при закалке часто фиксируется повышенное количество остаточного аустенита (порядка 10—15%),
[c.304]
Перегрев стали Н18К9М5Т при го-рячей пластической деформации или термической обработке повышает ев чувствительность к трещине (табл. 22), Для измельчения верна перегретой стали рекомендовано применение перед основной закалкой (820 С) трехкратной закалки на воздухе или в воде от 900—950 °С с выдержкой 1 ч.
[c.33]
Температуру закалки (рие. 3.8, а) выбирают в зависимости от температуры критических точек с учетом химического состава сталей. Для углеродистых сталей температура закалки определяется по левой нижней части диаграммы Fe—Fej . В зависимости от температуры нагрева закалка бывает полной и неполной. При полной закалке изделия нагревают на 30. 50 Свыше линии с, а при йеио/зной —на 30…50 Свыше линии Ас . Перегрев выше указанных температур приводит к ухудшению структуры углеродистых сталей из-за роста аустенитного зерна. Для легированных сталей, содержащих специальные карбиды, нагрев ведут на 150…250 С выше критических точек для полного растворения карбидов перед закалкой.
[c.51]
РАЗРУШЕНИЕ ЗАМЕДЛЕННОЕ — разрушение детали через онредел. время после первоначального нагружения (затяжка болтов, пружин, баллоны под постоянным давлением, сварные изделия с внутренними напряжениями и т. п.) без дополнит, увеличения нагрузки. Р. з. связано с отдыхом закаленной стали (при вылеживании при 20° после закалки прочность и пластичность растут). Прочность при Р. з. обычно ниже кратковременной прочности этих же деталей, а характер разрушения — более хрупкий, при низких напряжениях трещины растут медленно. Окончание Р. з. часто имеет взрывной характер, напр, часть затянутого болта при окончат, разрушении выстреливает с большой ки-нетич. энергией. Р. з. наблюдалось у различных сталей с мартенситной структурой, т. е. закаленных и низкоотпущешшх у нек-рых цветных металлов, в пластмассах, силикатных стеклах, фарфоре и т. п. Р. 3. способствует неравномерность нагружения (надрезы, трещины, перекосы и т.д.), а также неравномерность и неоднородность структуры (напр., закалка стали без последующего отпуска перегрев при закалке наводороживание стали избират. коррозия латуни и др.). Неоднородность нагружения и структуры вызывают неравномерное развитие пластич. деформации различных зон тела во времени и по величине. Это приводит к разгрузке одних зон и к перегрузке и последующим трещинам в др. Причины Р. 3. связывают с искажениями вблизи границ зерен. Во многих случаях Р. 3. усиливается или возникает при воздействии коррозионных и поверхностноактивных сред. Р. 3. способствует увеличение запаса упругой энергии нагруженной системы, наир. Р. з. происходит большей частью у тех болтов, к-рые стягивают у.злы с малой жесткостью, т. е. с увеличенным запасом упругой энергии. Наоборот, при затягивании стальных болтов на жесткой стальной плите Р. з. обычно не
[c.104]
Так как при неполной закалке сохраняются нерастворившие-ся островки мягкого феррита, то не достигается и максимальная твердость стали. Значительный же перегрев стали выше точки Асз перед закалкой вызывает рост зерна.
[c.181]
Извеетно, что замедленному разрушению способствует неоднородность структуры (закалка стали без отпуска, перегрев при закалке, наводороживание сталей и титановых сплавов, переходная зона сварных соединений и т. п.) и нагружения (надрезы, трещины, перекосы и т. п.), повышенные запасы упругой энергии системы, воздействие коррозионных и поверхностно-активных сред [11]. В зависимости от условий эксплуатации или испытаний один и тот же материал может обнаруживать или не обнаруживать склонности к замедленному разрущению (рис. 1 и 2).
[c.210]
При закалке >.югут быть дефекты недостаточная твердость, перегрев, пережог, обезуглероживание стали, коробление, трещины, боч-кообразность, изменение объема и др. Иногда для достижения требуемой скорости охлаждения деталей закалочную жидкость охлаждают, Для закалки таких деталей, как зубчатые колеса, диски и плиты, применяют закалочные прессы, что предупреждает появление дефектов.
[c.27]
Значительный перегрев стали выше критической точки Лсз связан с ростом зерна аустенита и получением крупноигольчатого мартенсита (рис. 124), обладающего пониженными механическими свойствами. Кроме ГОТО, закалка с высоких температур связана с повышенной склонностью стали к трещинам и деформациям. Применительно к природно мелкозернистым сталям, не склонным к росту зерна при нагреве выше Асз на 60—100°, температура закалки может быть несколько повышена с целью увеличения прокаливаемости стали и получения более однородного аустенита, что обеспечивает получение высоких механических свойств.
[c.160]
Дефекты и брак закалки. При оггжите и нормализации главными видами брака являются всевозможные недостатки нагрева— перегрев, недогрев, неравяоме1р ый нагрев, а также обезуглероживание поверхностныл слоев изделий под окислительным действием печной атмосферы. В современной технологии термической обработки эти веды брака практически изжиты, поскольку пирометрический контроль достиг высокой степени совершенства, и все больше и больше внедряются в производство нейтральные и защитные атмосферы при нагреве в печах. Дефекты же закалки очень специфичны, поскольку они обусловлены природой превращений, происходящих В стали при быстром О Х-лаждении.
[c.175]
Высокая скорость закалки не позволяет полностью обеспечить завершение диффузионных процессов, протекающих в аустените, и поэтому в мартенситной структуре поверхностного слоя стали после закалки с нагревом т. в. ч. сохраняется пластинчатость, присущая исходному перлиту. Такую структуру называют скрытоигольчатым мартенситом. Структура детали в переходной зоне — мартенсит, троостит и феррит, а в сердцевине — перлит и феррит. Микроструктура стали после закалки с нагревом т. в. ч. приведена на фиг. 91. Механические свойства стали, закаленной с нагревом т. в. ч., выше, чем при обычной закалке так, например, твердость поверхностного слоя выше на 2—4 ед. R . Значительно повышаются предел текучести и ударная вязкость. На поверхности детали образуются напряжения сжатия, являющиеся следствием высокой скорости нагрева, в связи с чем предел выносливости увеличивается (в ряде случаев на 400% по сравнению с обычной закалкой). Однако необходимо учесть, что повышение температуры высокочастотной закалки, вызывая значительный перегрев, резко ухудшает механические свойства стали.
[c.193]
Если температура в печи была намного больше верхней критической температуры или если детали очень долго находились в печи при высокой температуре, то, помимо сильного окисления и поверхностного обезуглероживания, они могут оказаться перегретыми. Перегрев стали характеризуется крупнозернистостью и хрупкостью. Наличие перегрева можно установить либо по виду излома, либо при лабораторном исследовании структуры стали. Перегрев стали в большинстве случаев является исправимым браком, так как повторной, правильно проведенной термической обработкой обычно удается исправить структуру. Если деталь перегрета при закалке, то до вторичной закалки ее следует отжечь или нормализовать, или нодвегнуть высокому отпуску для снятия внутренних закалочных напряжений.
[c.179]
В структуре закаленной стали. Поэтому такой аустенит и называют остаточным аустенитом.. Количество остаточного аустенита в структуре закаленной стали может быггь разным. В структуре закаленных углеродистых сталей количество его очень небольшое (не больше 5—10%), а в структуре закаленных легированньих сталей количество остаточного аустенита может достигать 50% и даже больше. Многочисленными исследованиями и практикой термической обработки установлено, что перегрев при закалке увеличивает количество остаточного аустенита в структуре закаленной стали.
[c.186]
Обработка холодом режущих инструментов из быстрорежущих сталей для повышения их стойкости вполне целесообразна прежде всего в тех случаях, когда инструменты приходится подвергать трехкратному отпуску два отпуска могут быть заменены одной операцией глубокого охлаждения. Таким образом сокращается общая продолжительность технологического цикла термической обработки. Целесообразно вводить операцию обработки холодом и в тех случаях, когда технологическим процессом предусдютреи только однократный или двукратный отпуск. Дело в том, что даже небольшой перегрев (на 10—20°) инструмента при закалке, практически почти неизбежный в производственных ус-
[c.255]
Как уже отмечалось выше, перегрев, полученный в наи1их исследованиях, не приводил к ухудшению механических свойств углеродистых сталей. Исследованиями А. Д. Ассонова [6] показано, что при закалке легированных сталей с температур 1000—1150° зерно увеличивалось до 3 и 1 балла, а механические свойства в большинстве случаев улучшались, за исключением значений ударной вязкости, однако ударная вязкость всегда может быть получена при увеличении температуры отпуска. В табл. 28 приведены механпческие свойства стали -15.
[c.68]
| Фиг. 124. Заэвтектоидная сталь с 1,2% С. Закалка с 950° в воде и отпуск при 150°. Крупноигольчатый мартенсит (перегрев при закалке). Трав ление 4%-ным раствором НКОр, в спирте. Х450. | 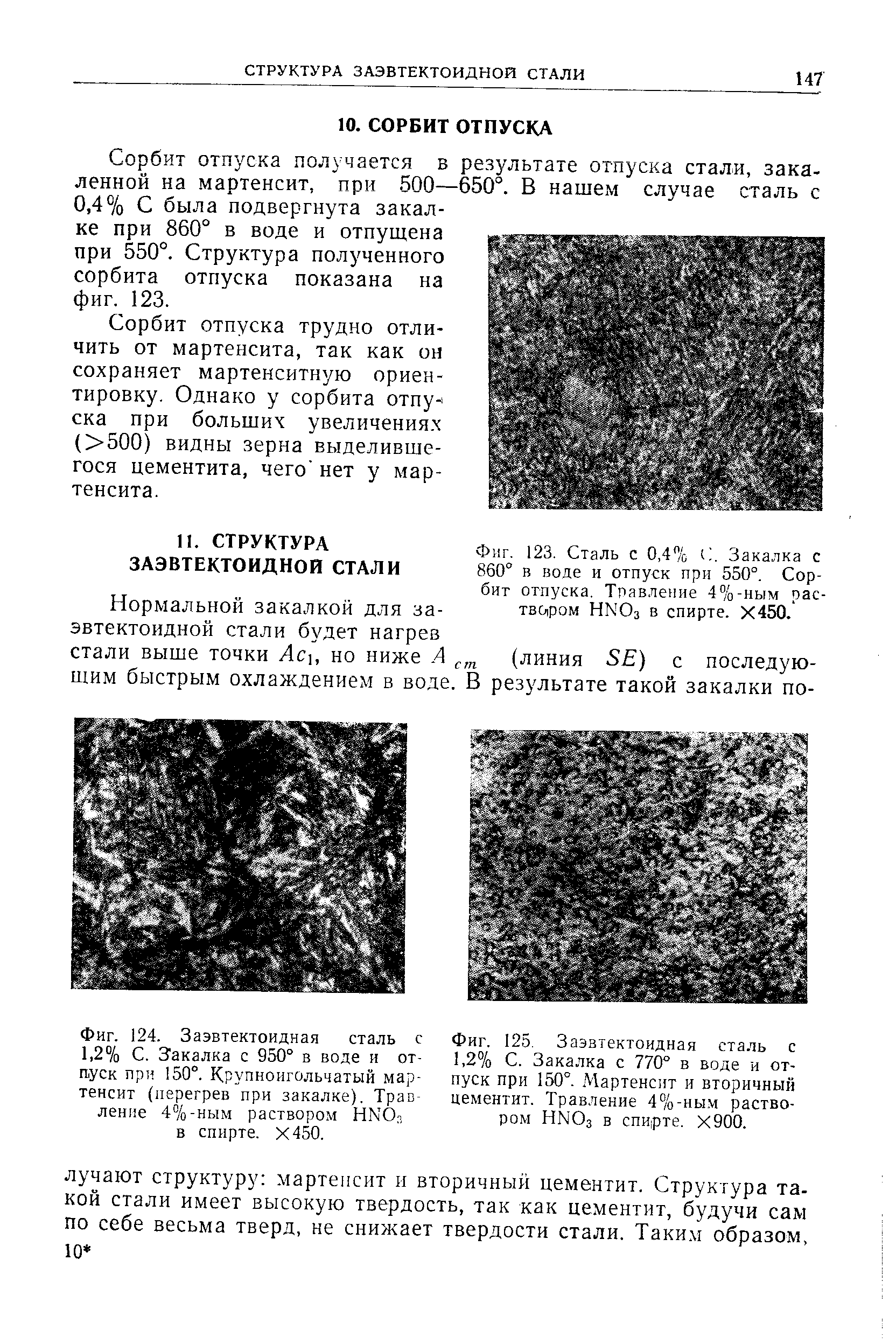 |
Полная закалка — нагрев деталей до температуры на 30— БО°С выше критической точки Асз (см. рнс. 1) для доэвтектоидных и для заэвтектоидных сталей, выдержка при этой температуре н последующее охлаждение со скоростью, обеспечивающей превращение аустенита в мартенсит. Полную закалку желательно применять для доэвтектоидных сталей, так как она позволяет получить наивысшую твердость. Для заэвте-ктондных сталей полная закалка нежелательна, ибо перегрев
[c.63]
Неравномерный нагрев, местный перегрев, что в некоторых случаях является результатом воздействия факела при нагреве стали под закалку в мазутных печах, или недогрев приводят к различному состоянию окалины на поверхности прутков, и это шюгда становится причиной неудовлетворительной поверхности металла после травления (недотрав и перетрав).
[c.356]
Перегрев стали перед охлаждением и чрезмерно длительная выдержка при температуре закалки приводят к грубозернистой структуре закаленного ооя, снижению вязкости стали и увеличению скло1нности к образованию трещин.
[c.93]
Рост
зерна при нагреве происходит в тем
большей степени, т. е. зерна тем более
укрупняются, чем выше температура и
больше время выдержки. Получение крупного
зерна в связи с высокой температурой
нагрева называют перегревом металла.
В
сталях рост
зерна аустенита
начинается по существу с момента перехода
за точку Ас3, но сначала этот рост мало
заметен и становится явным лишь при
нагреве на несколько десятков градусов
выше указанных точек. Как начало заметного
роста зерна, так и скорость самого роста
с температурой зависят от качества
(сорта) стали и, в частности, от содержания
в ней углерода.
Перегретая
сталь имеет крупное зерно, которое
наблюдается в ней обычно в сочетании с
видманштеттовой структурой. Имея крупное
зерно, перегретая сталь будет обнаруживать
пониженные механические свойства
(главным образом, низкую ударную
вязкость). Перегрев металла — порок
(дефект), который может бить исправлен
надлежащей обработкой (размельчающим
отжигом, ковкой и т. п.), и, следовательно,
перегрев не столь опасен, если изделие
позволяет произвести обработку.
П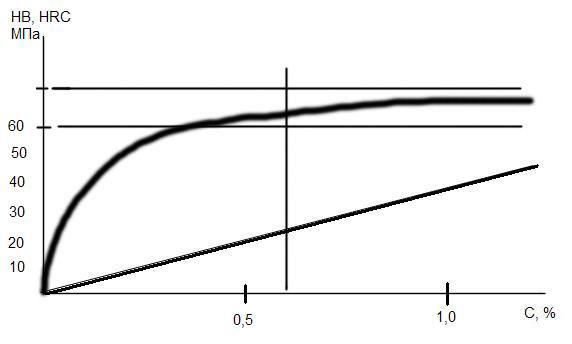 ережог
ережог
металла. Наблюдается при таких высоких
нагревах сплава, когда последний близок
к точке начала плавления. В этом случае
по границам зерен сплава начинается
оплавление основной фазы и возможных
примесей (эвтектик) и проникновение к
ним кислорода (из воздуха), дающего с
металлом и примесями неметаллические
(окисные) включения или оболочки,
разобщающие связь между зернами и этим
сильно снижающие прочность и пластичность
металла.
При
сильном пережоге такие неметаллические
пленки вокруг зерен можно видеть на
полированном шлифе даже без травления.
Такие пленки уже нельзя удалить из
металла термической обработкой, и
пережженный металл становится непоправимым
браком, годным лишь в переплавку.
Хотя
пережог должен получаться при достижении
линии солидуса, однако в практике никогда
не рекомендуется доходить вплотную до
линии солидуса при нагреве. В целях
предосторожности максимальным допустимым
нагревом для сталей считается температура
примерно на 100-200° ниже линии солидуса.
16. Диаграмма изотермического распада переохлажденного аустенита (с-образные кривые). Критическая скорость закалки стали.
Изотермическое
превращение аустенита
— это превращение переохлаждённого
аустенита при постоянной температуре.
Превращение
аустенита в перлит заключается в распаде
аустенита — твёрдого раствора углерода
в γжелезе, на почти чистое α-железо и
цементит.
Реакция
изотермического
превращения аустенита:
Feγ(C)
→
Feα
+ Fe3C
(Цементит)
При
температуре равновесия A1
превращение аустенита в перлит невозможно,
так как при этой температуре свободные
энергии исходного аустенита и конечного
перлита равны. Превращение может начаться
лишь при некотором переохлаждении.
На
рисунке показано время превращения
аустенита в перлит в зависимости от
степени переохлаждения, т.е. превращение
переохлаждённого аустенита при постоянной
температуре. Поэтому такие диаграммы
обычно называют диаграммами
изотермического превращения аустенита.
Кривые на диаграмме изотермического
превращения аустенита
имеют вид буквы С, поэтому их часто
называют С-образными или просто С-кривыми.
Горизонтальная линия M показывает
температуру начала бездиффузного
мартенситного превращения. Свойства и
строение продуктов превращения аустенита
зависят от температуры, при которой
происходил процесс его распада.
Минимальная
скорость охлаждения, достаточная для
предотвращения распада аустенита, носит
название критической скорости З. стали.
Скорость
закалки (vK) — Это такая наименьшая из
скоростей охлаждения, при которой в
закаливаемой стали образуется только
мартенсит (без троостита), предотвращая
диффузионный распад, т. е. происходит
лишь одно мартенситное превращение.
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #

В этой статье мы рассмотрим следующие разделы:
- Закалка
- Отжиг
- Нормализация
- Отпуск
Термическая или тепловая обработка металлов представляет собой совокупность таких процессов как: выдержка и охлаждение твердого металлического сплава, с целью улучшения характеристик изделия. Сама трансформация стали марки 45 будет происходить благодаря изменениям в ее внутренней структуре.
А как же детально проходит дальнейшая операция? Если нагревать конструкционную специальную сталь 45 до высоких температур (720 °C), то можно заметить изменение в кристаллической решетке металла. Она превращается из объемно-центрированного в гранецентрированный структурный тип.
Итак, термообработка включает в себя такие виды обязательных процедур.
- закалка
- отжиг
- нормализация
- отпуск
Закалка
Процесс закалки стали представляет собой нагрев стали 45 до температурного диапазона 830-850 °C. Если закаливать металл до не нужной температуры, то можно заметить образование ферритных участков. Их появление во много раз уменьшает прочность стали.
А если закаливать изделие до температуры 1000 °C, то произойдет значительное распространение зерен мартенсита, которое повлечет снижение вязкости и повышению образования трещин. Процесс нагревания проходит в непрерывной или периодической электропечи.
Мартенсит является упорядоченным пересыщенным твердым раствором С (углерод) в а-железе такой же концентрации. Это химическое вещество было названо в честь немецкого металлографа Адольфа Мартенса.
Закалка зависит от двух факторов:
- химический состав металла
- форма и габариты детали
Если у углерода большие размеры и высокое процентное содержание, то для закаливания стали нужно большое количество времени. После этой операции происходит выдержка, чтобы выровнять неоднородность аустенита.
Аустенит — высокотемпературный гранецентрированный вид Fe и его сплавов. Фаза названа в честь английского металлурга Уильяма Чандлера Робертс-Остина.
Если произошел сильный перегрев, то это может привести к окислению и обезуглероживанию. А чтобы этого не происходило, необходимо нагревать сталь в вакууме или расплавленной соли. Вообще, закаливание проводят в двух средах, которые мы представили в таблице.
|
Среда |
Характеристики |
|
Вода |
обладает повышенной скоростью, но при увеличении t она заметно падает. Также в воде вероятен риск появления напряжения и колебания деталей |
|
Масло |
В этой среде сталь охлаждается, а также снижается возникновение трещин. В отличие от воды, в масле низкая температура и может происходит загустение |

Отжиг

Процедура отжига включает в себя нагревание, выдержку и долгое охлаждение в печи. Существует две разновидности рассматриваемого процесса, которые мы подробно представили в табличном варианте ниже.
|
Вид рода
|
Задачи
|
Особенности
|
|
первый |
выравнивает химсостав металла увеличивает обрабатывает стали, с помощью давления уменьшает остаточное напряжение после технологической обработки |
Его структура не подвергается трансформации, остается неизменной при любых задачах, t=500-630°C |
|
второй |
измельчение зерен металла помогает образовывать структуру феррит+перлит |
Этот тип — подготовительная термообработка. Он используется, чтобы повысить обрабатываемость стали, t=770-840°C |
Нормализация

Рассматриваемая операция включает в себя нагревание стали и ее охлаждение на открытом воздухе, в результате чего может произойти измельчение крупнозернистой структуры.
В отличие от отжига, нормализация улучшает показатель вязкости и надежности в несколько раз. Такие изменения заметны при охлаждении на воздухе, способствующее разложить аустенитные фазы в небольших показателях температуры.
Перлит от французского переводится как “жемчуг” и обозначает горную породу вулканического происхождения.
После этого происходит увеличение перлита и это является одной из причин усовершенствования механических особенностей.
Отпуск
Отпуск — заключительный этап термообработки стали 45. Он отличается от всех остальных вышерассмотренных процедур тем, что металл нагревается ниже критической температуры, происходит выдержка и охлаждение. Целью отпуска — снять внутреннее напряжение, повысить вязкость и прочность. Следует отметить, что основным процессом происходящим при отпуске является распад мартенсита.
Для визуального запоминания процессов термообработки стали, мы подготовили поэтапный слайдер каждой процедуры.
Таким образом, термообработка стали марки 45 проходит через несколько процессов: закалка, отжиг, нормализация и отпуск. В основе каждой процедуры цель — как можно лучше изменить свойства металла.

Недостаточная твердость
Недостаточная твердость закаленного изделия появляется в результате неправильно выбранной температуры закалки или недостаточно интенсивного охлаждения. Скажем, при закалке доэвтектоидных сталей недостаточная твердость может получиться в результате того, что температура закалки была ниже АС3
и в структуре стали сохранился феррит.
Кроме того, в доэвтектоидной стали пониженная твердость может быть результатом перегрева. Образование при этом крупноигольчатой структуры мартенсита, помимо пониженной твердости, вызывает понижение ударной вязкости.
В заэвтектоидных сталях недостаточная твердость закаленного изделия может также являться результатом перегрева и образования крупноигольчатого мартенсита.
Дефекты закалки с нагревом ТВЧ и их предупреждение. Деформация. Трещины.
Раздел: БИБЛИОТЕКА ТЕХНИЧЕСКОЙ ЛИТЕРАТУРЫ Короткий путь https://bibt.ru
<<�Предыдущая страница Оглавление книги Следующая страница>>
Деформация.
Хотя деформация деталей при высокочастотной закалке значительно меньше, чем при объемной, тем не менее и в этом случае она может быть причиной брака. Как и при объемной закалке, деформация связана, во-первых, с неравномерностью нагрева и охлаждения и, во-вторых, с увеличением объема стали при образовании мартенсита.
Неравномерность нагрева при высокочастотной закалке вызывается неравномерным зазором по окружности между индуктором и нагреваемой деталью. В тех местах, где зазор меньше, нагрев происходит сильнее. Такое явление называется эффектом близости. Во избежание этого проводят, как указывалось выше, вращение детали при нагреве. Вращение, однако, не дает эффекта, если сама нагреваемая деталь имеет эксцентриситет, или центры станка, в которых она устанавливается, имеют биение.
Неравномерность охлаждения вызывается неравномерной подачей воды через спрейер.
В результате неравномерности нагрева и охлаждения может произойти искривление геометрической оси при закалке цилиндрических изделий типа валов, шпинделей и т. п.
Наибольшая деформация наблюдается при односторонней поверхностной закалке, особенно в тех случаях, когда детали не обладают достаточной жесткостью, как, например, пластины. Однако даже изделия, обладающие высокой жесткостью, такие как рельсы, балки и др., но имеющие большую длину, при односторонней закалке склонны к деформации. В этих случаях уменьшение деформации может быть достигнуто снижением толщины закаленного слоя, а также закалкой обратной, нерабочей стороны пластин или балок.
Увеличение объема при высокочастотной закалке происходит только в поверхностном слое детали, где образуется мартенситная структура. Несмотря на то, что глубина закаленного слоя в большинстве случаев не превышает 2—3 мм, изменение объема даже в таком небольшом слое может привести к ощутимому и нежелательному изменению размеров детали. Например, при поверхностной закалке цилиндрической детали, при равномерном расширении слоя во всех направлениях можно было бы ожидать увеличения диаметра детали примерно, на 3 мкм на каждый миллиметр толщины закаленного слоя. Если же учесть, что в большинстве случаев увеличение объема при поверхностной закалке происходит в основном в направлении глубины слоя (по диаметру детали), то увеличение диаметра можно принять в 3 раза большим, т. е. оно составит примерно 0,01 мм на каждый миллиметр толщины слоя.
Наряду с увеличением диаметра при закалке цилиндрических деталей, особенно в тех случаях, когда длина их значительно превышает диаметр, происходит уменьшение длины. Такое уменьшение может достигать 1 % от длины закаленного участка.
Важным преимуществом высокочастотной закалки является то, что изменение объема, связанное со структурными превращениями, а значит и изменение размеров обрабатываемой детали, могут быть более или менее точно учтены.
Трещины.
Первопричиной появления трещин при высокочастотной поверхностной закалке, как и при обычной закалке, являются внутренние напряжения. Это все те же термические напряжения, возникающие вследствие уменьшения объема металла при охлаждении, и структурные напряжения вследствие увеличения объема стали при образовании мартенсита.
Однако условия возникновения трещин, их вид и размеры при высокочастотной закалке имеют свои характерные особенности. Сущность их сводится к следующему. Поскольку нагреву подвергается только тонкий поверхностный слой металла, то при последующем резком охлаждении он будет стремиться уменьшиться в объеме, но этому будет препятствовать лежащий под ним холодный слой металла. В результате в поверхностном слое возникнут растягивающие напряжения. До 600— 500°С нагретый металл еще сохраняет сравнительно высокую пластичность, но ниже этой температуры пластичность падает, и такие напряжения могут привести к трещинам. При дальнейшем охлаждении ниже 300— 200°С, когда в поверхностном слое образуется мартенсит, происходит увеличение объема металла, и это уменьшает растягивающие напряжения, поэтому возникшие трещины, как правило, не увеличиваются по глубине. По существу это микротрещины, которые во многих случаях могут быть удалены при последующей шлифовке.
Возникновению микротрещин способствует неравномерность охлаждения водяным душем, когда разобщенные тонкие струйки воды, попадая на закаливаемую поверхность, создают неоднородное охлаждение. Образующиеся микротрещины имеют характерное для этого случая расположение, соответствующее расположению отверстий в спрейере.
Неоднородность охлаждения уменьшается при вращении детали. Действенной мерой является также применение индукторов с коническими душирующими отверстиями. В таких спрейерах струя воды по выходе из отверстия расширяется, и при попадании на поверхность детали отдельные струи воды сливаются в общий поток. Применяемое в настоящее время в практике заводов охлаждение масляным душем — эффективное средство борьбы с трещинами.
Перейти вверх к навигации
Окисление и обезуглероживание
Такой брак характеризуются образованием окалины на поверхности стальных изделий и выгоранием углерода в поверхностных слоях (так называемое — обезуглероживание) .
Такой брак термической обработки неисправим,
но если позволяет припуск на механическую обработку, то окисленный и обезуглероженный слой удаляют шлифовкой.
Для предотвращения этого вида брака нагрев изделий рекомендуется проводить в печах с нейтральной атмосферой либо в жидких средах.
Дефекты термической обработки стали
Нарушение в проведении термической обработки металлических изделий приводят к возникновению разнообразных дефектов.
Давайте остановимся на основных дефектах, которые могут возникать в результате термической обработки стали.
Недогрев. Недогрев стали возникает в том случае, когда сталь во время обработки нагревается до температуры ниже критической. В результате этого, к примеру, часть феррита может не превратиться в аустенит.
После охлаждения аустенит остаётся в закалённой стали, в результате этого образуется особая структура.
Перегрев. Перегрев возникает, когда сталь перегревается до температуры намного выше критической, или же в случае, когда температура находилось в норме, но была слишком долгая выдержка.
Перегрев приводит к росту зерен, а при очень сильном перегреве образуется видманштеттова структура, где пластинчатая форма ферритных участков расположены под углом друг другу, в результате чего образуются треугольники. Механические свойства стали находятся на крайне низком уровне.
Перегрев можно исправить путём повторного уже нормального отжига с соблюдением всех норм процесса.
Пережог. Пережог возникает в случае, когда сталь была нагрета до температуры, которая близка к температуре плавления, в результате чего по границам зерна происходит окисление, что делает сталь достаточно хрупкой. Данный вид дефектов исправить нельзя.
Окисление и обезуглероживание. Обезуглероживание и окисление стали во время нагрева является результатом взаимодействия с газами, которые находятся в печах. В результате данного взаимодействия на поверхности стали образуется окалина (при окислении), а в результате обезуглероживания происходит выгорание углерода, что приводит к образованию структуры феррита.
Образование окалины приводят к неравномерности твёрдости металла, вызывает необходимость дополнительной его обработки, а так же дополнительной потери металла.
Результатом действия обезуглероживания является резкое снижение твёрдости и выносливости на поверхностях металла. Для предотвращения данных неблагоприятных последствий, необходимо использовать печи с контролируемой атмосферой.
Закалочные трещины. Закалочные трещины возникают при резком нагреве или охлаждении метала. Предотвращения данных дефектов достаточно просто, достаточно придерживаться правильной технологии нагрева и охлаждения стали.
Коробление. Коробление возникает в результате неравномерного охлаждения отдельных частей детали (мест), в результате этого процесса происходит изменение внешней формы.
На данный процесс большое значение оказывает, как форма детали, так и способ погружения для охлаждения.
Предотвратить образование данного дефекта возможно путём правильного режима закалки.
Пятнистая закалка. Пятнистая закалка является дефектом, который возникает при неравномерном охлаждении поверхности детали, которое осуществляется в процессе проведения закалки.
Способствовать возникновения пятнистой закалки может наличие на поверхности окалины, грязи или в соприкосновение деталей между собой.
Результатом пятнистой закалки является неравномерная твёрдость. Средством профилактики пятнистой закалки является защита поверхности детали от окалины, её очистка и правильный способ охлаждения.
Закалочные трещины
Закалочные трещины могут являться результатом слишком быстрого и неравномерного нагрева, либо слишком быстрого охлаждения,
либо наличия на детали резких переходов сечений, где возникают большие внутренние напряжения, приводящие к растрескиванию.
Они могут получиться и в том случае, если после закалки деталь сразу не подвергли отпуску для снятия внутренних напряжений.
Для устранения растрескивания деталей при закалке необходимо обеспечить равномерный и более медленный нагрев, использовать закалку с одстуживанием (в двух средах или ступенчатую), отпускать изделия непосредственно после закалки и т.д.
Дефекты, возникающие при закалке стали
Неправильно проведенная закалка вызывает ряд дефектов в металле. К ним прежде всего относятся недостаточная твердость, мягкие пятна, повышенная хрупкость, деформация, коробление и трещины.
Недостаточная твердость может быть следствием заниженной температуры нагрева металла перед закалкой для доэвтектоидных марок стали; недостаточной выдержки металла при температуре закалки; малой скорости охлаждения при закалке; перегрева металла перед закалкой для заэвтектоидных марок стали.
Для исправления этих дефектов необходимо подвергнуть сталь нормализации или отжигу с последующей повторной закалкой при соблюдении установленного режима нагрева и охлаждения.
Мягкие пятнав металле, т. е. незакаленные участки с пониженной твердостью, возникают из-за неоднородной исходной структуры или обезуглероживания поверхности. При наличии, например, в исходной структуре скоплений феррита он не успевает перейти в раствор и сохраняется после закалки. Образование на поверхности изделий обезуглероженных участков, естественно, отражается на твердости металла после закалки. Неоднородность структуры стали перед закалкой исправляют отжигом или нормализацией. Применение более резких охладителей позволяет иногда предупредить^ образование мягких пятен при закалке.
Повышенная хрупкость стали появляется при ее закалке от излишне высоких температур. Дефект обнаруживается при рассмотрении микро структуры или излома стали, а также проявляется при механических испытаниях. Для устранения повышенной хрупкости производят повторную закалку стали по нормальному режиму нагрева.
Деформация, коробление и трещины в изделиях являются следствием объемных изменений и внутренних напряжений в металле при закалке.
Деформация изделий происходит в результате мартенситного превращения стали после закалки. Коробление (поводка) изделий получается при их неравномерном нагреве или охлаждении. Оба эти дефекта могут быть предотвращены или значительно уменьшены равномерным нагревом и охлаждением изделий, применением специальных способов закалки и, наконец, правкой и шлифованием изделий после закалки.
Образование трещин можно предупредить, если правильно конструировать деталь, устранив в ней неравномерные переходы от толстых сечений к тонким и подвергнуть ее отжигу перед механической обработкой для снятия внутренних напряжений. Прерывистая и ступенчатая закалка также способствуют предотвращению закалочных трещин в металле.
Слово «термообработка» для обывателей не ново. Все прекрасно понимают, для чего она необходима. Повышение прочности стали. Но почему так происходит? Какие процессы протекают в металле в этот момент? Большинство пожимает плечами. Если Вы хотите понять, что такое термообработка, узнать в чем разница между отжигом и отпуском, и почему закалка стали 45 производится в масле, а не в воде, то тогда эта статья для Вас.
Почему необходима термическая обработка металла
Операцию проводят с целью улучшения технологических качеств сырья. Ключевым фактором становится температура отжига стали, которую необходимо выдерживать определенное время. При этом достигаются следующие цели:
- Снижение твердости. Качественные показатели после обработки позволяют существенно уменьшить трудозатраты, сократить время операций, используя более широкий перечень режущих инструментов.
- Улучшение микроструктуры. Под действием высокой температуры в определенный временной промежуток происходят существенные изменения на молекулярном уровне. Полученная однородная структура стали после отжига оптимальна для последующих механических и физических операций.
- Для снятия внутренних напряжений. В процессе первичной обработки на металлургических предприятиях в металле возникает дисбаланс кристаллической структуры. Правильно подобрав виды отжига стали, достигают необходимых характеристик металла для конкретного случая.
Иногда достаточен неполный отжиг стали для получения нужных технологических кондиций. В зависимости от желаемых качественных показателей металла могут использоваться сложные и длительные по времени режимы. Полный отжиг стали может длиться более суток для габаритных изделий. Большую часть этого времени занимают нагрев до нужной температуры и медленное остывание, регламентированное типом термической обработки при заданном стандарте.
Подробно режим отжига стали описан в специальной литературе. Некоторые операции предполагают соблюдение временного режима и точной температуры, вплоть да нескольких градусов. Если есть муфельная печь, то процедуру можно выполнить качественно. Когда такого оборудования нет, то точно провести отдельные виды термообработки будет затруднительно. Ориентироваться придется исключительно по цвету раскаленного металла.

Цвета каления стали
Сделать отжиг стали в домашних условиях можно по упрощенной схеме. Проконтролировать температуру предмета, нагретого газовой горелкой точно не получится. Регулировать режимы нагрева и остывания металла можно только примерно. При обработке стали в домашних условиях сделать структурный анализ невозможно. Определяется температура неполного отжига только визуально. Целями в бытовых условиях становятся снижение прочности и повышение обрабатываемости изделия. Микроструктура стали после отжига меняется и можно проводить дальнейшие операции.
Цементация в кипящем слое
Промышленный метод, протекающий в специальной установке (печи кипящего слоя). Основа метода — получение псевдожидкого состояния сыпучего вещества (корунда) в смеси раскаленных газов (в экзогазе). Температура распределяется равномерно по всему объему печи, что уменьшает деформацию предметов и их коробление.
Обработку изделия не заканчивают цементацией; рекомендуется провести термообработку (отпуск) или отшлифовать его. Чтобы достичь необходимого уровня прочности при цементации и закрепить его твердость, необходимо правильно соблюдать условия технологического процесса.
Republished by Blog Post Promoter
Приобретая изделия из металла, необходимо знать свойства материала, из которого они изготовлены. То, из стали какой марки произведена продукция, влияет на ее стоимость, прочность, надежность. Это также определяет срок службы и возможную сферу применения.
В данном случае, вы найдете информацию про марку стали 45, которая часто используется для изготовления разнообразных металлических товаров. Она считается конструкционной углеродистой качественной. Чтобы приобрести изделия металлопроката из стали 45, ознакомьтесь с каталогами компании и обратитесь к нашим менеджерам.
Она поставляется в виде сортового и фасонного проката. Вы можете найти обширный список изделий, для которых она применяется. Например, серебрянка, листы металла разной толщины, прутья с разными видами обработки поверхности, поковки и кованые заготовки, длинномерные проволочные изделия, ленты и полоскы, а также трубы.
Виды отпуска стали
Главный технический параметр ОС — это температура нагрева. Различают 3 типа ОС — высокий, средний и низкий. Конечно, высокотемпературный отпуск является оптимальным средством обработки, поскольку чем выше температура нагрева, тем более активно будет происходить рекристаллизация металла. Однако низко- и среднетемпературные способы обработки также имеют практическую пользу, которую не стоит недооценивать. Ниже мы рассмотрим каждый тип ОС по отдельности.
Высокий
Высокий отпуск стали — это вариант отпускной обработки при температуре от 500 до 700 градусов. Данный способ является самым эффективным, поскольку при таком нагреве происходит полигонизация и рекристаллизация материала, что позволяет устранить все напряжения внутри металла. Обычно длится от 2 до 3 часов. В случае обработки сложных конструкций рекомендованное время может увеличиваться до 6 часов.
Главный недостаток высокотемпературного отпуска — это небольшое снижение прочности материала. Поэтому методика не годится для обработки деталей, которые во время эксплуатации будут испытывать сверхвысокую нагрузку
Высокотемпературная методика распространяется на все виды стали, однако обратите внимание, что в случае некоторых легированных сплавов во время обработки может возникнуть так называемая обратимая высокотемпературная хрупкость
Средний
Основная особенность среднего отпуска — активная диффузия углерода без полигонизации и рекристаллизации сплава. В случае среднетемпературной обработки улучшается упругость материала, повышается его релаксационная стойкость. Температура отпуска стали в данном случае находится в пределах от 350 до 500 градусов. Средний срок проведения обработки — 2-4 часа. Оптимальная среда — маслянистая или щелочная. Средняя обработка хорошо подходит для прочных деталей сложной формы — рессоры, пружины, ударные конструкции. Однако на практике данная технология используется редко в связи с рядом ограничений:
- В температурной диапазоне от 250 до 300 градусов находится так называемый островок хрупкости первого рода, которого следует избегать. Одновременно с этим при температуре выше 500 градусов находится другой островок хрупкости второго рода (его тоже рекомендуется избегать). Об особенностях этих островков мы расскажем ниже. А небольшое отклонение температуры в большую или меньшую сторону во время отпуска может привести к фатальным последствиям.
- Методика не имеет преимуществ в сравнении с альтернативными технологиями (низкой и высокой). Одновременно с этим слабые печи для обработки обычно не могут нагревать рабочую среду до таких температур, а более сильные печи могут нагреваться до более высоких температур, что неудобно с практической точки зрения.

Низкий
Низкий отпуск стали — методика обработки стального сплава или изделия, при которой нагрев осуществляется до температуры от 100 до 250 градусов. Срок обработки обычно составляет 1-3 часа в зависимости от типа детали, ее габаритов. Во время низкотемпературной обработки происходит диффузия частиц углеродистых компонентов без полигонизации и рекристаллизации атомной решетки. Это позволяет повысить некоторые физические характеристики материала — прочность, пластичность, твердость, химическую инертность.
Низкий отпуск — универсальная технология, однако по факту ее применяют в основном для отпуска изделий из низколегированных и высокоуглеродистых сталей (ножи, посуда, простые детали). Также нужно избегать нагрева материала выше температуры 250 градусов (в противном случае он попадет в островок хрупкости первого рода, что чревато необратимой порчей металла).
Сводная таблица
| Тип отпуска | Время | Температура отпуска стали | Краткие особенности |
| Низкий | 1-3 часа | От 100 до 250 градусов | Происходит только частичная диффузия углерода. Следует избегать перегрева материала выше отметки 250 градусов. |
| Средний | 2-4 часа | От 350 до 500 градусов | Происходит полная диффузия углерода без полигонизации, рекристаллизации. На практике используется редко из-за ряда ограничений. |
| Высокий | 2-3 часа | От 500 до 700 градусов | Происходит полная диффузия углерода, полигонизация, рекристаллизация. Немного снижает прочность материала, поэтому не применяется для сверхпрочных деталей. |
Закалка металла в домашних условиях: закаливаем сталь правильно
Если знать, как закалить металл правильно, то даже в домашних условиях можно повысить твердость изделий из него в два-три раза. Причины, по которым возникает необходимость в этом, могут быть самыми разными. Такая технологическая операция, в частности, требуется в том случае, если металлу надо придать твердость, достаточную для того, чтобы он мог резать стекло.
Закалка металла в домашних условиях
Чаще всего закалить надо режущий инструмент, причем выполняется термическая обработка не только в том случае, если надо увеличить его твердость, но также и тогда, когда данную характеристику требуется уменьшить. Когда твердость инструмента слишком мала, его режущая часть будет заминаться в процессе эксплуатации, если же она высока, то металл будет крошиться под воздействием механических нагрузок.
Немногие знают, что существует простой способ, позволяющий проверить, насколько хорошо закален инструмент из стали, не только в производственных или домашних условиях, но и в магазине, при покупке. Для того чтобы выполнить такую проверку, вам потребуется обычный напильник.
Им проводят по режущей части приобретаемого инструмента.
Если тот закалили плохо, то напильник будет как будто прилипать к его рабочей части, а в противоположном случае – легко отходить от тестируемого инструмента, при этом рука, в которой находится напильник, не будет чувствовать на поверхности изделия никаких неровностей.
Зависимость твердости стали от режима термобоработки
Если все же так вышло, что в вашем распоряжении оказался инструмент, качество закалки которого вас не устраивает, переживать по этому поводу не стоит.
Решается такая проблема достаточно легко: закалить металл можно даже в домашних условиях, не используя для этого сложного оборудования и специальных приспособлений. Однако следует знать, что закалке не поддаются малоуглеродистые стали.
В то же время твердость углеродистых и инструментальных стальных сплавов достаточно просто повысить даже в домашних условиях.
Технологические нюансы закалки
Закалка, которая является одним из типов термической обработки металлов, выполняется в два этапа. Сначала металл нагревают до высокой температуры, а затем охлаждают. Различные металлы и даже стали, относящиеся к разным категориям, отличаются друг от друга своей структурой, поэтому режимы выполнения термической обработки у них не совпадают.
Режимы термообработки некоторых цветных сплавов
Термическая обработка металла (закалка, отпуск и др.) может потребоваться для:
- его упрочнения и повышения твердости;
- улучшения его пластичности, что необходимо при обработке методом пластической деформации.
Закаливают сталь многие специализированные компании, но стоимость этих услуг достаточно высока и зависит от веса детали, которую требуется подвергнуть термической обработке. Именно поэтому целесообразно заняться этим самостоятельно, тем более что сделать это можно даже в домашних условиях.
Если вы решили закалить металл своими силами, очень важно правильно осуществлять такую процедуру, как нагрев. Этот процесс не должен сопровождаться появлением на поверхности изделия черных или синих пятен.
О том, что нагрев происходит правильно, свидетельствует ярко-красный цвет металла.
Хорошо демонстрирует данный процесс видео, которое поможет вам получить представление о том, до какой степени нагревать металл, подвергаемый термической обработке.
В качестве источника тепла для нагрева до требуемой температуры металлического изделия, которое требуется закалить, можно использовать:
- специальную печь, работающую на электричестве;
- паяльную лампу;
- открытый костер, который можно развести во дворе своего дома или на даче.
Закалка ножа на открытых углях
Выбор источника тепла зависит от того, до какой температуры надо нагреть металл, подвергаемый термической обработке.
Выбор метода охлаждения зависит не только от материала, но также от того, каких результатов нужно добиться. Если, например, закалить надо не все изделие, а только его отдельный участок, то охлаждение также осуществляется точечно, для чего может использоваться струя холодной воды.
Технологическая схема, по которой закаливают металл, может предусматривать мгновенное, постепенное или многоступенчатое охлаждение.
Быстрое охлаждение, для которого используется охладитель одного типа, оптимально подходит для того, чтобы закаливать стали, относящиеся к категории углеродистых или легированных. Для выполнения такого охлаждения нужна одна емкость, в качестве которой может использоваться ведро, бочка или даже обычная ванна (все зависит от габаритов обрабатываемого предмета).
Охлаждение заготовки ножа в масле
В том случае, если закалить надо стали других категорий или если кроме закалки требуется выполнить отпуск, применяется двухступенчатая схема охлаждения.
При такой схеме нагретое до требуемой температуры изделие сначала охлаждают водой, а затем помещают в минеральное или синтетическое масло, в котором и происходит дальнейшее охлаждение.
Ни в коем случае нельзя использовать сразу масляную охлаждающую среду, так как масло может воспламениться.
Для того чтобы правильно подобрать режимы закалки различных марок сталей, следует ориентироваться на специальные таблицы.
Режимы термообработки быстрорежущих сталей
Режимы термической обработки легированных инструментальных сталей
Режимы термической обработки углеродистых инструментальных сталей
Как закалить сталь на открытом огне
Как уже говорилось выше, закалить сталь можно и в домашних условиях, используя для нагрева открытый костер. Начинать такой процесс, естественно, следует с разведения костра, в котором должно образоваться много раскаленных углей. Вам также потребуются две емкости. В одну из них надо налить минеральное или синтетическое масло, а в другую – обычную холодную воду.
Для того чтобы извлекать раскаленное железо из костра, вам понадобятся кузнечные клещи, которые можно заменить любым другим инструментом подобного назначения. После того как все подготовительные работы выполнены, а в костре образовалось достаточное количество раскаленных углей, на них можно уложить предметы, которые требуется закалить.
По цвету образовавшихся углей можно судить о температуре их нагрева. Так, более раскаленными являются угли, поверхность которых имеет ярко-белый цвет.
Важно следить и за цветом пламени костра, который свидетельствует о температурном режиме в его внутренней части. Лучше всего, если пламя костра будет окрашено в малиновый, а не белый цвет.
В последнем случае, свидетельствующем о слишком высокой температуре пламени, есть риск не только перегреть, но даже сжечь металл, который надо закалить.
За цветом нагреваемого металла также необходимо внимательно следить. В частности, нельзя допустить, чтобы на режущих кромках обрабатываемого инструмента появлялись черные пятна. Посинение металла свидетельствует о том, что он сильно размягчился и стал слишком пластичным. Доводить до такого состояния его нельзя.
После того как изделие прокалится до требуемой степени, можно приступать к следующему этапу – охлаждению.
В первую очередь, его опускают в емкость с маслом, причем делают это часто (с периодичностью в 3 секунды) и как можно более резко. Постепенно промежутки между этими погружениями увеличивают.
Как только раскаленная сталь утратит яркость своего цвета, можно приступать к ее охлаждению в воде.
При охлаждении водой металла, на поверхности которого остались капельки раскаленного масла, следует соблюдать осторожность, так как они могут вспыхнуть. После каждого погружения воду необходимо взбалтывать, чтобы она постоянно оставалась прохладной. Получить более наглядное представление о правилах выполнения такой операции поможет обучающее видео.
Есть определенные тонкости при охлаждении закаливаемых сверл. Так, их нельзя опускать в емкость с охлаждающей жидкостью плашмя.
Если поступить таким образом, то нижняя часть сверла или любого другого металлического предмета, имеющего вытянутую форму, резко охладится первой, что приведет к ее сжатию.
Именно поэтому погружать такие изделия в охлаждающую жидкость необходимо со стороны более широкого конца.
Для термической обработки особых сортов стали и плавки цветных металлов возможностей открытого костра не хватит, так как он не сможет обеспечить нагрев металла до температуры 700–9000.
Для таких целей необходимо использовать специальные печи, которые могут быть муфельными или электрическими.
Если изготовить в домашних условиях электрическую печь достаточно сложно и затратно, то с нагревательным оборудованием муфельного типа это вполне осуществимо.
Самостоятельное изготовление камеры для закаливания металла
Муфельная печь, которую вполне возможно сделать самостоятельно в домашних условиях, позволяет закалить различные марки стали. Основным компонентом, который потребуется для изготовления этого нагревательного устройства, является огнеупорная глина. Слой такой глины, которой будет покрыта внутренняя часть печи, должен составлять не более 1 см.
Схема камеры для закалки металла: 1 — нихромовая проволока; 2 — внутренняя часть камеры; 3 — наружная часть камеры; 4 — задняя стенка с выводами спирали
Для того чтобы придать будущей печи требуемую конфигурацию и желаемые габариты, лучше всего изготовить форму из картона, пропитанного парафином, на которую и будет наноситься огнеупорная глина.
Глина, замешанная с водой до густой однородной массы, наносится на изнаночную сторону картонной формы, от которой она сама отстанет после полного высыхания.
Металлические изделия, нагреваемые в таком устройстве, помещаются в него через специальную дверцу, которая тоже изготавливается из огнеупорной глины.
Камеру и дверцу устройства после просушки на открытом воздухе дополнительно просушивают при температуре 100°. После этого их подвергают обжигу в печи, температуру в камере которой постепенно доводят до 900°. Когда они остынут после обжига, их необходимо аккуратно соединить друг с другом, используя слесарные инструменты и наждачную шкурку.
Глиняный нагреватель с замурованной нихромовой спиралью
На поверхность полностью сформированной камеры наматывают нихромовую проволоку, диаметр которой должен составлять 0,75 мм. Первый и последний слой такой намотки необходимо скрутить между собой.
Наматывая проволоку на камеру, следует оставлять между ее витками определенное расстояние, которое тоже надо заполнить огнеупорной глиной, чтобы исключить возможность короткого замыкания.
После того как слой глины, нанесенный для обеспечения изоляции между витками нихромовой проволоки, засохнет, на поверхность камеры наносится еще один слой глины, толщина которого должна составлять примерно 12 см.
Готовая камера после полного высыхания помещается в корпус из металла, а зазоры между ними засыпаются асбестовой крошкой. Для того чтобы обеспечить доступ к внутренней камере, на металлический корпус печи навешиваются дверцы, отделанные изнутри керамической плиткой. Все имеющиеся зазоры между конструктивными элементами заделываются при помощи огнеупорной глины и асбестовой крошки.
Готовая самодельная камера
Концы нихромовой обмотки камеры, к которым необходимо подвести электрическое питание, выводятся с задней стороны ее металлического каркаса.
Чтобы контролировать процессы, происходящие во внутренней части муфельной печи, а также замерять температуру в ней при помощи термопары, в ее передней части необходимо выполнить два отверстия, диаметры которых должны составлять 1 и 2 см соответственно.
С лицевой части каркаса такие отверстия будут закрываться специальными стальными шторками. Самодельная конструкция, изготовление которой описано выше, позволяет в домашних условиях закаливать слесарные и режущие инструменты, рабочие элементы штампового оборудования и др.
Самостоятельное изготовление такой печи (как и закалочного оборудования другого типа) позволяет не только получить в свое распоряжение устройство, полностью соответствующее вашим потребностям, но и хорошо сэкономить, так как серийные модели стоит достаточно дорого.
Термообработка стали 45

Термообработка
стали 45
, так же как и термическая обработка любой другой марки стали выполняется для улучшения технических характеристик данного материала. Такая обработка подразумевает первоначальный нагрев металла и последующее его охлаждение. Собственно, в зависимости от времени нагрева материала и скорости охлаждения,
термообработка стали 45
и других марок подразделяется на 3 последовательно выполняемых операции:
- Отжиг стали 45
- Закалка стали 45
- Отпуск стали 45
Отжиг стали 45
— это нагрев материала в специальной печи до очень высокой температуры и последующее его охлаждение, которое выполняется естественным образом, то есть вместе с печью. Существует отжиг первого рода, при котором нагрев идет до критических значений, но не превышает их. Также существует и отжиг второго рода, при котором температура уже превышает критическую отметку и приводит к некоторым изменениям в структуре.
Так или иначе, любой из данных способов позволяет избавиться от неоднородности состава, а также снять внутреннее напряжение материала и достичь зернистой структуры. Кроме того, проведение отжига стали 45 поможет снизить твердость сплава, что значительно облегчит в дальнейшем процесс переработки. Примечательно, что отжиг второго рода подразделяется на несколько следующих категорий, различающихся по их назначению и исполнению:
- диффузионный отжиг
- полный отжиг
- неполный отжиг
- изотермический отжиг
- рекристализационный
Как правило, для углеродистых сталей применяется полный отжиг. Суть данной технологии состоит в том, что заготовки нагреваются до температуры, которая превышает критическую отметку (верхняя точка Ас3) примерно на значение от +30°С до +50°С. После этого сталь 45 охлаждают с медленной скоростью от +150°С до +200°С до тех пор, пока ее температура не сравняется со значением температуры в рабочем интервале от +500°С до +550°С.
Кстати говоря, при отжиге первого и второго рода охлаждение материала происходит в печи, в которой был произведен нагрев. Если же процесс охлаждения производят уже на открытом воздухе, то такая технология будет называться не отжиг стали 45, а нормализация. Поскольку при нормализации стали охлаждение происходит быстрее, перлит получает тонкое строение и наибольшую твердость. Поэтому нормализованная сталь тверже отожженной.
Отпуск стали 45
Отпуск
стали 45
производят сразу после этапа закалки. Эта разновидность термообработки нужна для того, чтобы существенно уменьшить или полностью снять остаточное напряжение в материале, которое появилось после изменения структуры посредством его закаливания. В целом,
отпуск стали 45
позволяет также повысить вязкость заготовок и уменьшить степень их хрупкости. Однако этот процесс немного уменьшает твердость стали.
Технология процесса отпуска стали
45
, в зависимости от температуры, выполняется через:
- печи с принудительной циркуляцией воздуха;
- специальные ванны с селитровым раствором;
- специальные ванны с минеральным маслом;
- ванны, заполненные расплавленной щелочью.
Принцип отпуска стали 45
состоит в том, что материал первоначально нагревают до отметки ниже, чем критический уровень, а после этого охлаждают. Однако такой режим термической обработки имеет несколько различных способов проведения, которые будут отличаться друг от друга в зависимости от скорости охлаждения заготовки и температуры её нагрева. Отпуск углеродистых сталей принято классифицировать на 3 следующие категории:
- Высокий. Температура нагрева стали составит от +350°С до +600°С до критической отметки. Как правило, такой метод используют для металлических конструкций.
- Средний. Температура обработки составляет от +350°С до +500°С. Этот способ по большей части используется для пружинных изделий и рессор.
- Низкий. Температура нагрева заготовки не превышает +250°С. Подобный способ принято задействовать для достижения высокой прочности и износостойкости.
Таблица значений термической обработки стали 45
| Марка стали | Твёрдость (HRC) | Температура закалки, °С | Температура отпуска, °С | Температура закалки ТВЧ, °С | Температура отжига, °С | Среда закалки |
| Сталь 45 | 20…25 | 820…860 | 550…600 | Вода | ||
| 20…28 | 550…580 | |||||
| 24…28 | 500…550 | |||||
| 30…34 | 490…520 | |||||
| 42…51 | 180…220 | |||||
| 49…57 | 200…220 | 880…920 | ||||
| До 22 | 780…860 |
Отжиг
Процедура отжига включает в себя нагревание, выдержку и долгое охлаждение в печи. Существует две разновидности рассматриваемого процесса, которые мы подробно представили в табличном варианте ниже.
| Вид рода | Задачи | Особенности |
| первый | выравнивает химсостав металла
увеличивает обрабатывает стали, с помощью давления уменьшает остаточное напряжение после технологической обработки |
Его структура не подвергается трансформации, остается неизменной при любых задачах,
t=500-630°C |
| второй | измельчение зерен металла
помогает образовывать структуру феррит+перлит |
Этот тип — подготовительная термообработка. Он используется, чтобы повысить обрабатываемость стали,
t=770-840°C |
Применение
Выбор какого-либо из рассмотренных способов обработки определяется концентрацией в стали углерода. Для материалов с величиной данного показателя до 0,2% предпочтительнее использовать нормализацию. Стали с количеством углерода 0,3 — 0,4% обрабатывают и нормализацией, и отжигом. В таких случаях выбор способа осуществляют на основе требуемых свойств материала. Так, нормализация стали придает ей мелкозернистую структуру, большие прочность и твердость в сравнении с отжигом. Кроме того, данная технология является более производительным процессом. Следовательно, при прочих равных условиях она более предпочтительна. Закалке ее предпочитают ввиду хрупкости получаемых таким способом изделий и при обработке предметов с перепадами сечения во избежание дефектов.
Таким образом, нормализацию можно считать промежуточной технологией по отношению к ним: она дает материал большей твердости, чем отжиг, но менее хрупкий в сравнении с закалкой, улучшая структуру и сокращая напряжения. Ввиду этого нормализация получила в машиностроении более обширное распространение.
Технология закалки разных марок стали – как и для чего выполняется
Согласно ГОСТ на термообработку стали, закаливание разных марок может быть:
- С одним охладителем. Образец, доведенный до определенной температуры, погружают в жидкость. Там металл находится, пока не остынет до требуемой отметки. Применяется метод для углеродистых и легированных, а также изделий с несложной конструкцией.
- Прерывистой. Используются две среды. Металл сначала проходит быстрое охлаждение. Для этого подойдет вода. Затем продукцию погружают в масло. Это необходимо для медленного достижения определенной температурной отметки. Применяют способ для высокоуглеродистой стали.
При разных способах закалки отличаться могут не только получаемые качественные характеристики стали, но и цвета каления

- Ступенчатой. Изделия охлаждаются в среде, чья термоотметка превышает мартенситный уровень обрабатываемой марки. Во время остывания и выдержки, деталь по всему периметру становится температуры закалочной емкости. После этого осуществляется медленное охлаждение с закалкой. Так аустенит преобразуется в мартенсит.
- Струйной. Поверхность интенсивно обрызгивают водным напором. Паровой кокон при этом не образуется, благодаря чему можно добиться глубокой прокалки. Применяют если необходимо обработать только часть поверхности.
- Изотермической. Метод схож со ступенчатым закаливанием, но отличается временем выдержки. Сталь пребывает в среде ровно столько времени, сколько необходимо для завершения изотермического преобразования аустенита.
Основные температурные и временные режимы термообработки сталей – таблица показателей разных марок

Как закалить сталь 45 в домашних условиях
Слово «термообработка» для обывателей не ново. Все прекрасно понимают, для чего она необходима. Повышение прочности стали.
Но почему так происходит? Какие процессы протекают в металле в этот момент? Большинство пожимает плечами.
Если Вы хотите понять, что такое термообработка, узнать в чем разница между отжигом и отпуском, и почему закалка стали 45 производится в масле, а не в воде, то тогда эта статья для Вас.
Общие сведения о термической обработке
Термообработка – это последовательность процессов нагревания, выдержки и охлаждения, направленных на изменение сталью механических свойств.
Улучшения свойств металла происходит за счет трансформации внутренней структуры. После осуществления термической обработки сталь может находиться в 2-х состояниях: устойчивом и неустойчивом.
Устойчивое состояние характеризуется полным завершением всех протекающих процессов в стали. Неустойчивое, соответственно, наоборот, когда на сталь еще воздействуют факторы, мешающие стабилизации внутренних напряжений. Ярким примером является химическая неоднородность закаленной стали.
Повышение теплового движения молекул способствует ускорению выхода стали из неустойчивого состояния. Достигается это путем нагрева.
Для большего понимания процессов, происходящих в стали во время термообработки, введем несколько понятий о структуре металла. Под этим понимается размер внутренних зерен и их положение относительно друг друга. Каждой структуре соответствует определенная температура и определенное содержание углерода.
Основные их виды и свойства, которыми они обладают:
- Феррит – твердый раствор железа с углеродом и небольшой долей других химических элементов. Ферромагнитен. Ферритная сталь обладает высокой тепло- и электропроводимостью. Пластична. Твердость порядка 70-140 единиц по шкале Бринелля.
- Цементит – неустойчивое соединение углерода с железом. Очень тверд и хрупок (НВ 790-810). Не поддается намагничиванию.
- Перлит – фазовый раствор феррита и цементита. На его механические свойства в первую очередь оказывает влияние расстояние между фазами. Чем они ближе, тем сталь прочнее. Твердость находится в пределах 160-230 НВ, при относительном удлинении 9-12%.
- Мартенсит – перенасыщенная физико-химическая смесь углерода и железа. Значение его механических характеристик зависит от количества углерода в составе. Мартенситная сталь с концентрацией 0,2% С обладает твердостью около 35 HRC. При 0,6% твердость составляет 60 HRC.
- Аустенит – твердый раствор углерода в железе. Аустенитная сталь парамагнитна и пластична. Относительное удлинение составляет 42%.
Сам процесс термообработки включает в себя:
- Закалка.
- Отжиг.
- Нормализация.
- Отпуск.
Отжиг
Процесс отжига состоит из нагревания, выдержки и медленного охлаждения в печной среде.
Существует две его основные разновидности:
- Отжиг первого рода, при котором структура в сталях не претерпевает изменений.
- Отжиг второго рода, сопровождающийся трансформациями структурных зон.
Каждая из представленных видов термообработки имеет определенное назначение.
Отжиг первого рода выполняет следующие технологические задачи:
- Выравнивание химсостава стали. При обработке металла давлением ликвация становится причиной образования изломов и микротрещин. Для уменьшения их вероятности появления сталь нагревают до 1250 ºС и выдерживают ее при такой температуре на протяжении 8-15 ч.
- Увеличение обрабатываемости стали давлением. Термообработка проходит при 670 ºС с выдержкой 40-120 мин. Отжиг увеличивает зерна феррита, что положительно влияет на пластичность.
- Уменьшение остаточных напряжений, возникших после технологической обработки сталей: резание, сварка и прочее. Для этого сталь выдерживают при 500-620 ºС на протяжении двух часов.
Отжиг второго рода измельчает зерна стали и способствует образованию структуры феррит+перлит. Как результат, происходит увеличение механических свойств. Температура нагрева для стали 45 составляет 780-830 ºС.
Отжиг второго рода считается подготовительной термообработкой. Его проводят перед операциями резания для повышения обрабатываемости металла.
Нормализация
Это процесс нагревания стали и последующее охлаждение на воздухе, в результате которого происходит измельчение крупнозернистой структуры.
Если сравнивать с отжигом, то нормализация дает в среднем на 10% выше показатель вязкости и прочности. Причина этого кроется в охлаждении на воздухе, которое способствует разложению аустенитных фаз в нижней зоне температур. Как следствие, наблюдается увеличение перлита, что и является причиной повышения механических свойств.
Нормализация — альтернатива закалке и высокому отпуску. Конечно, на выходе механические свойства получаются ниже, но и сама нормализация менее трудоемка. К тому же, по сравнению с закалкой она вызывает меньшие тепловые деформации детали.
Отпуск
Это термообработка, которая всегда проводится на заключительном этапе. Она включает в себя нагревание закалённой стали до температурной точки трансформации перлита в аустенит и дальнейшее ее охлаждение. С его помощью механические характеристики сталей доводятся до требуемых значений.
Помимо этого, в задачу отпуска входит снятие напряжений, оставшихся после закалки.
Отпуск подразделяется на 3 типа по температуре нагрева:
- Низкий отпуск. Проводится при 230-260 ºС. Способствует упрочнению с одновременным снижением внутренней напряженности. Закаленная сталь 45 после низкого отпуска обладает твердостью 55-60 HRC.
- Средний отпуск. Температура нагревания 340-550 ºС. Позволяет достичь наиболее высокого значения упругих свойств. Из-за этого в основном применяется при изготовлении пружин. Твердость находится на уровне 45-52 HRC.
- Высокий отпуск. Выполняется при 550 ºС. Снимает внутренние напряжения после закаливания.
Механические свойства уменьшаются, но значение их при этом не меньше, чем после нормализации и отжига. Также происходит увеличение ударной вязкости. Самой оптимальной термообработкой с точки зрения соотношения вязкости и прочности считается закалить сталь, а после провести высокий отпуск.
Закалка
Представляет собой процесс нагрева до температуры на 20-40 ºС выше точки растворения феррита в аустените и последующее быстрое охлаждение в воде или масле.
Образование значительных внутренних напряжений при закалке не позволяет ей быть окончательной термообработкой. Обычно за ней следует отпуск или нормализация.
В результате нагрева сталь получает аустенитную структуру, которая, охлаждаясь, переходит в мелкоигольчатый мартенсит.
Закалка стали 45 осуществляется при 840-860 ºС.
Если сталь закалить, не достигнув значения требуемой температуры, то в результате останутся ферритные зоны, чье присутствие значительно снижает прочность металла.
Если сталь 45 закалить при температуре выше 1000 ºС, это спровоцирует увеличение зерна мартенсита, что влечет за собой ухудшение вязкости и повышение риска образования трещин.
Нагрев сталей под закалку осуществляется в электропечах периодического или непрерывного действия.
Время нагрева зависит от:
- Химсостава стали.
- Формы и габаритов деталей.
Чем больше размеры и содержание углерода, тем большее количество времени необходимо для нагрева стали.
После нагревания стали идет ее выдержка при заданной температуре. Это необходимо для выравнивания неоднородности аустенита.
При сильном перегреве сталь начинает вступать в реакцию с печными газами. Это может повести за собой процессы окисления и обезуглероживания.
Окисление – химический процесс взаимодействия кислорода с железом. Оно отрицательно сказывается на свойствах стали, является причиной снижения качества поверхности и окалин.
Обезуглероживание возникает как следствие химической реакции углерода с водородом и кислородом. Как следствие, образуя такие соединения как угарный газ и метан. Полученные газы уносят вместе с собой с поверхности стали молекулы углерода, вызывая тем самым резкое снижение прочности.
Защитой стали от окисления и обезуглероживания служит осуществление нагревания в вакууме или расплавленной соли.
В качестве закалочных сред применяется вода или масло.
Вода обладает большой скоростью охлаждения, но она резко падает при увеличении температуры. Также недостатком воды является возникновение значительных напряжений и, соответственно, коробление деталей.
Масло в этом плане охлаждает более равномерно, что уменьшает риск образования микротрещин при закалке. Среди ее недостатков стоит отметить низкую температуру воспламенения и загустение, что уменьшает ее закалочные свойства.
Особенности термообработки
Закалка стали 45 – метод, широко используемый в металлургии и машиностроении. Но как закалить сталь 45, чтобы получить ожидаемый результат? Чтобы изменить характеристики, необходимо провести термообработку. При этом должны соблюдаться определенные режимы воздействия. Этот процесс схематично можно представить следующими процессами:
- Отжиг.
- Нормализация.
- Старение.
- Закалка и отпуск.
Качество стали 45 при термообработке зависит от ряда факторов.
- Температурный режим.
- С какой скоростью повышается температура.
- Промежуток времени, в течение которого на металл воздействует высокая температура.
- С какой скоростью происходит процесс охлаждения.
Термическая обработка состоит в нагревании детали до заданной температуры. Охлаждают ее с той же либо несколько иной скоростью. Железоуглеродистые сплавы характеризуются превращениями при нагревании их до определенных температур. Они носят название критических точек. Эти превращения сопряжены с кристаллизационным характером. При закалке стали 45 твердость изделий значительно повышается.
Химический состав
Что для стали означает номер 45? Это говорит о том, что в данном сплаве содержится 0,45% углерода. Остальные примеси представлены в незначительном количестве. Среди основных ее заменителей можно выделить сталь 40 и 50. Их также характеризует высокая прочность.
Если рассматривать химические соединения, входящие в состав стали в процентном отношении, то наибольшая доля приходится на железо. У него этот показатель достигает 97%. В различных количествах входят и другие химические элементы. Самый низкий показатель у фосфора.
В ней его содержится всего 0,035%.
Структурные изменения металла
В исходном состоянии структура представляет собой две фазы, которые смешаны между собой – феррит и цементит. Если медленно нагревать до незначительных температур, то никаких изменений в ней не произойдет. Если вести дальнейшее нагревание, феррит растворится в аустените. При нагреве выше критической температуры, структура их примет однородный характер.
Атомная решетка железа имеет объемно-центрированный характер. При сильном нагревании она становится гранецентрированной по типу. До нагревания углеродные атомы входят в перлит (кристаллы цементита), после этого он примет иное состояние и станет твердым раствором. В этом случае его атомы окажутся в решетке железа. При резком охлаждении, например, при помощи воды, ее можно закалить.
В таком состоянии она приобретет величины, характерные для комнатной температуры. Казалось бы, все перестроится в обратном порядке. Но подобные температурные параметры не придадут углеродным атомам выраженной мобильности.
Скорость в этом случае настолько незначительная, что атомы просто не успевают выйти из раствора, когда имеет место быстрое охлаждение. Они остаются в структуре решетки. При этом возникает сильное внутреннее напряжение металла.
Использование закаленной стали существенно увеличивают возможность применения деталей, материалом для изготовления которых явилась именно такая сталь.
Закалка с помощью ТВЧ
С использованием ТВЧ температура нагрева более высокая по своим показателям.
Подобное обстоятельство становится возможным благодаря наличию двух факторов:
Нагрев обусловливает ускоренное изменение и переход перлита в аустенит.Процесс происходит в границах сжатых временных рамок. Температура при этом очень высокая о своей величине.
Но при этом заготовка не перегревается. При таких операциях характеристики металла, обусловливающие его твердость, становятся больше на 3 единицы по Роквеллу. С помощью такого способа закалить деталь можно весьма основательно.
Испытание твердости, а, следовательно, и закаливаемость деталей, определяют по методу Бринелля.
Меры предосторожности
Подобные операции представляют определенную опасность для жизни и здоровья человека. Электроустановки для нагрева связаны с опасным воздействием электрического тока.
Работа с закалочными ваннами связана с выделением в окружающее пространство вредных паров и газов. В этом плане большое значение имеет оборудование и хорошая исправная работа локальных вытяжных вентиляционных систем.
Помимо этого, подобные места оборудуются и общеобменной вентиляцией.
Если процесс осуществляется с использованием масла либо керосина, не исключена возможность, что воспламенятся их пары. Надо проводить защиту от химических ожогов. Хранение селитры осуществляется в соответствии с требуемыми правилами.
Раствор селитры в расплавленном состоянии не должен быть температурой выше 60 градусов. Цианистые соли фасуются только при наличии местной вытяжной вентиляции. Все работы проводятся только с применением средств индивидуальной защиты.
Чтобы не образовывалась ядовитая синильная кислота, нельзя допускать совместное хранение цианистых солей с растворами кислот.
Как закаливается сталь 45: процесс, способы, твердость после закалкиСсылка на основную публикацию
Закалка стали 45
Слово «термообработка» для обывателей не ново. Все прекрасно понимают, для чего она необходима. Повышение прочности стали.
Но почему так происходит? Какие процессы протекают в металле в этот момент? Большинство пожимает плечами.
Если Вы хотите понять, что такое термообработка, узнать в чем разница между отжигом и отпуском, и почему закалка стали 45 производится в масле, а не в воде, то тогда эта статья для Вас.
Характеристика стали 45
Вообще, сталь – это сплав углерода и железа. Сегодня этот материал, за счет своей твердости, пользуется постоянным высоким спросом в различных сферах промышленности. Доля железа в таком сплаве составляет около 45%. Все свойства стадии напрямую зависят от легирующих элементов и содержания углерода, что влияет на будущие изделия для металлопроката. Сталь 45 является самой востребованной маркой. Определенные режимы температурной обработки дают возможность получить прочные изделия. Твердость стали 45 после нормализации напрямую связана с диапазоном температур во время работы.

Сталь марки 45
Окончательный режим обработки – это отпуск стали 45. Главной целью этого процесса является снижение закалочных напряжений, чтобы будущая сталь 45, получила твердость, пластичность и прочность. Ее нагревают до предела ниже Ac1, выдерживают, а потом охлаждают на воздухе при заданной скорости. В зависимости от уровня температуры нагрева, данный вид термообработки бывает трех видов:
- Низкий – нагрев 200-250 градусов для получения мартенсита и снятия внутреннего напряжения с сохранением твердости. Сталь используется для режущих и измерительных инструментов.
- Средний – нагрев 350-500 градусов для получения троостита, повышения вязкости и высокой упругости. Его используют для изготовления рессор, пружин и кузнечных штампов.
- Высокий – нагрев 500-600 градусов для получения сорбита, чтобы было лучшее соотношение пластических и прочностных свойств. Она применятся при изготовлении большинства автомобильных деталей, например, шатуны двигателей и оси автомобилей.
Нормализация стали 45 – это основная часть обработки стали. В зависимости от диапазона температуры нагрева используются различные режимы нормализации стали. Здесь производится закалка металла, т.е. улучшение ее свойств и характеристик для дальнейшего их закрепления.
Структурные изменения металла
При нагревании конструкционной специальной стали 45 до аустенитного уровня, происходит изменение состояния структурной решетки железа с переходом из объемно-центрированной в гранецентрированную структуру. Осуществляется перемещение углерода входящего в перлит и представляющего собой мельчайшие кристаллы Fe3C (цементита) в гранецентрированную измененную решетку железа.

Структура стали 45 после отжига и закалки
В ходе охлаждения происходит быстрое снижение температуры обрабатываемой стали, но из-за замедления скорости перемещения атомов углерода они остаются внедренными в новую решетку железа, образуя твердую пересыщенную структуру, имеющую внутреннее напряжение. Решетка преобразуется в тетрагональную с ориентацией в одном направлении.
Происходит образование игольчатых мелких структур имеющих название мартенсит. Данный вид кристаллов придает металлу высокую прочность, твердость и улучшенные характеристики. Происходит образование одновременно двух видов кристаллов аустенита и мартенсита, которые воздействуют друг, на друга создавая внутреннее избыточное напряжение. При активном влиянии на металл внешних сил происходит взаимная компенсация двух видов кристаллов, придавая структуре прочность.
характеристики, вес, твердость, аналоги марки стали 45
Марка стали: 45.
Класс: сталь конструкционная углеродистая качественная.
Использование в промышленности: вал-шестерни, коленчатые и распределительные валы, шестерни, шпиндели, бандажи, цилиндры, кулачки и другие нормализованные, улучшаемые и подвергаемые поверхностной термообработке детали, от которых требуется повышенная прочность.
Твердость: HB 10 -1 = 170 МПа
Свариваемость материала: трудносвариваемая. Способы сварки: РДС и КТС. Необходим подогрев и последующая термообработка.
Температура ковки, oС: начала 1250, конца 700. Сечения до 400 мм охлаждаются на воздухе.
Флокеночувствительность: малочувствительна.
Склонность к отпускной хрупкости: не склонна.
Вид поставки:
- Сортововй прокат, в том числе фасонный: ГОСТ 1050-88, ГОСТ 2590-2006, ГОСТ 2591-2006, ГОСТ 2879-2006, ГОСТ 8509-93, ГОСТ 8510-86, ГОСТ 8239-89, ГОСТ 8240-97, ГОСТ 10702-78.
- Калиброванный пруток ГОСТ 1050-88, ГОСТ 7417-75, ГОСТ 8559-75, ГОСТ 8560-78.
- Шлифованный пруток и серебрянка ГОСТ 14955-77.
- Лист толстый ГОСТ 1577-93, ГОСТ 19903-74.
- Лист тонкий ГОСТ 16523-97.
- Лента ГОСТ 2284-79.
- Полоса ГОСТ 103-2006, ГОСТ 1577-93, ГОСТ 82-70.
- Проволока ГОСТ 17305-91, ГОСТ 5663-79.
- Поковки и кованые заготовки ГОСТ 8479-70, ГОСТ 1133-71.
- Трубы ГОСТ 8732-78, ГОСТ 8733-74, ГОСТ 8734-75, ГОСТ 8731-74, ГОСТ 21729-76.
| Зарубежные аналоги марки стали 45 | |
| США | 1044, 1045, 1045H, G10420, G10430, G10440, G10450, M1044 |
| Германия | 1.0503, 1.1191, 1.1193, C45, C45E, C45R, Cf45, Ck45, Cm45, Cq45 |
| Япония | S45C, S48C, SWRCh55K, SWRCh58K |
| Франция | 1C45, 2C45, AF65, C40E, C45, C45E, C45RR, CC45, XC42h2, XC42h2TS, XC45, XC45h2, XC48, XC48h2 |
| Англия | 060A47, 080M, 080M46, 1449-50CS, 1449-50HS, 50HS, C45, C45E |
| Евросоюз | 1.1191, 2C45, C45, C45E, C45EC, C46 |
| Италия | 1C45, C43, C45, C45E, C45R, C46 |
| Бельгия | C45-1, C45-2, C46 |
| Испания | C45, C45E, C45k, C48k, F.114, F.1140, F.1142 |
| Китай | 45, 45H, ML45, SM45, ZG310-570, ZGD345-570 |
| Швеция | 1650, 1672 |
| Болгария | 45, C45, C45E |
| Венгрия | A3, C45E |
| Польша | 45 |
| Румыния | OLC45, OLC45q, OLC45X |
| Чехия | 12050, 12056 |
| Австрия | C45SW |
| Австралия | 1045, HK1042, K1042 |
| Швейцария | C45, Ck45 |
| Южная Корея | SM45C, SM48C |
Свойства стали Ст 45
Приобретая изделия из металла, необходимо знать свойства материала, из которого они изготовлены. То, из стали какой марки произведена продукция, влияет на ее стоимость, прочность, надежность. Это также определяет срок службы и возможную сферу применения.
В данном случае, вы найдете информацию про марку стали 45, которая часто используется для изготовления разнообразных металлических товаров. Она считается конструкционной углеродистой качественной. Чтобы приобрести изделия металлопроката из стали 45, ознакомьтесь с каталогами компании и обратитесь к нашим менеджерам.
Она поставляется в виде сортового и фасонного проката. Вы можете найти обширный список изделий, для которых она применяется. Например, серебрянка, листы металла разной толщины, прутья с разными видами обработки поверхности, поковки и кованые заготовки, длинномерные проволочные изделия, ленты и полоскы, а также трубы.
Сталь 45 и ее характеристики
- Малая чувствительность к флокенам.
- Сталь 45 и ее удельный вес: показатель равен 7826 кг/м3.
- К отпускной хрупкости не склонна.
- Термообработка: Состояние поставки.
- Твердость стали 45: показатель равен следующим значениям: HB 10 -1 = 170 МПа
Прочность у данного материала повышенный. Именно поэтому из него изготавливаются предметы, которые можно нормализовать, улучшать, чьи поверхности можно подвергать термической обработке.
В данном материале имеется 0,45 процента углерода. Другие примеси крайне незначительны.
Сталь относится к трудносвариваемым материалам. Чтобы произвести процедуру сварки, требуется сначала подогреть сталь, а затем обработать термически. При ковке температура сначала должна быть 1250 градусов по Цельсию, а в конце снизиться до 700 градусов.
Если изделие имеет сечение, которое меньше или равно 400 миллиметрам, то его можно охлаждать на воздухе.
Сталь 45 и ее аналоги
Такой материал могут заменить следующие три марки стали: 50, 50 Г 2 и 40 Х.
Из них также создаются зубчатые колеса, цилиндры, эксцентрические насадки на вал, валы вращающиеся, коленчатые и распределительные, а также другие товары, применяемые в промышленности.
Марка стали 45 может именоваться по-разному в других странах и иметь несколько аналогов. К примеру, в США ей по свойствам равны 8 марок стали, в Германии – 10, во Франции – 14. В Польше аналог только один и он называется просто 45, в Австрии — C45SW.
atl-met.ru
Рекомендации при выборе
Сталь 65г совсем не поддаётся свариванию. При изготовлении изделий следует учитывать это свойство.
Также нужно помнить, что материал чаще всего применяется для спортивного холодного оружия. Это обусловлено хорошей стойкостью к ударам при одновременной низкой стоимостью исходного материала. Это позволяет иметь в наличии снаряды при небольших материальных затратах.

Ножи из 65г не рекомендуется использовать в хозяйственных целях, например, на кухне, где постоянная сырость. Чтобы режущие инструменты, изготовленные из этой марки, не покрывались ржавчиной, их необходимо хранить в сухих помещениях. Масляное покрытие защитит клинки от коррозии.
Суть процесса
Процедура нормализации выглядит следующим образом. Деталь разогревают до температур, которые превышает максимально допустимые параметры (Ас1, Ас3) на 30 – 50 градусов Цельсия, затем, какое-то время ее выдерживают под воздействием этой температуры, после чего ее охлаждают.
Подбор температуры выполняют, руководствуясь маркой стали. Так, сплавы содержащие 0,8 % углерода так называемые заэвтектоидные, обрабатывают при температурах, лежащих между критическими точками Ас1 и Ас3.
Что такое критические точки – так называют температуры, при которых происходят фазовые изменения и структуры сплава при его нагреве или охлаждении.
Результатом этого становиться то, что в твердый раствор попадает некоторый объем углерода и закрепляется аустенита. То есть, на свет появляется структура, состоящая из мартенсита и цементита. Именно цементит приводит к росту стойкости к износу и твердости. Нагрев высокоуглеродистой стали свыше ас3 приводит к тому, что увеличиваются внутренние напряжения. Это происходит из-за того, что растет количество аустенита, в следствии роста концентрации углерода.
Сталь с содержанием углерода менее 0,8% при нагреве свыше критической точки Ас3 приобретает повышенную вязкость. Это происходит потому что в стали этого типа появляется аустенит (мелкозернистый), переходящий в мартенсит (мелкозернистый).
Доэвтектоидная сталь не обрабатывают при температурах, расположенных в диапазоне Ас1 – Ас3. Так как в этом случае появляются феррит, который снижает параметры твердости.
Время необходимое для выполнения операции
Для получения однородной структуры сплава, при определенной температуре, требуется какое-то время. Это время и будет определено как время выдержки стали при нормализации. Опытным путем определено, что слой металла толщиной в 25 мм через час становится однородным. Таким образом. и определяют время нормализации.
Завершающий этап – охлаждение
Скорость охлаждения играет существенную роль в образовании объема перлита и размера его пластин. Многочисленные исследования показали, что высокая интенсивность охлаждения увеличивает количество перлита и сталь получает повышенную твердость и прочность. Малая интенсивность охлаждения приводит к тому, что сталь теряет твердость и прочность.
При обработке деталей с существенными перепадами размеров, например. валов, целесообразно убрать напряжения, возникающие под воздействием колебания температур. Для этого их предварительно нагревают в емкости, заполненной разными солями. При понижении температуры допускается ускорить этот процесс помещая горячие детали в воду или специально подобранное масло.
Другими словами, нормализация стали устраняет напряжения внутри детали, минимизирует ее структуру. То есть она оказывает прямое влияние на изменение микроструктуры стальных сплавов.
Физические и механические свойства
Рассматривая механические свойства стали 45Х следует учитывать, что она обладает высокой твердостью и прочностью, структура может выдерживать существенную нагрузку и во время эксплуатации не подвергаться разрушению. Сталь 45Х характеризуется следующими положительными качествами:
- Достаточно высокая коррозионная стойкость, которая достигается при включении в состав хрома.
- Высокие прочностные показатели. Твердость измеряется в различных показателях, часто применяется HRC и HB. Показатель твердости соответствует значению 229 МПа.
- При выборе более подходящего материала уделяется внимание и удельному весу. Плотность стали 45Х составляет 7820 кг/м3.
Модуль упругости и предел текучести могут варьироваться в достаточно большом диапазоне, что зависит от температуры. К примеру, при существенном повышении температуры модуль упругости падает. Предел текучести определяет то, насколько применим сплав при получении заготовок методом литья.
Есть и несколько существенных недостатков у сплава:
- Отпускная хрупкость. После закалки структура становится весьма восприимчивой к ударной нагрузке. Снизить вероятность повышения хрупкости можно при соблюдении технологии термической обработки.
- Высокая степень склонности к образованию флокенов. Она свойственна довольно большому количеству различных сплавов.
- Плохая свариваемость усложняет процесс изготовления различных изделий. При желании могут применяться самые различные технологии сварки. Процесс существенно упрощается за счет предварительного нагрева структуры. Кроме этого, структура сложна в резке при применении сварочного оборудования.
- Флокеночувствительность – свойство, которое определяет высокую вероятность появления внутренних трещин после отливки различных изделий. Подобные дефекты часто возникают при горячей деформации легированной стали. Подобные дефекты становятся причиной высокой концентрации водорода во время термической обработки. Снизить вероятность появления дефектов можно за счет строгого соблюдения температурного режима.

В последнее время достаточно часто применяется метод вакуумизации сплава, за счет чего снижается концентрация водорода. Именно поэтому качество полученной структуры существенно увеличивается.
Термическая обработка проката – эффективный прием улучшения эксплуатационных показателей различных сталей и сплавов. Различные виды термообработки адаптированы под достижение конкретных результатов. Например, термическая обработка стыков после сварки выполняется методами поверхностной закалки ТВЧ, а для изменения структуры и состава поверхностных слоев стали используется её химико-термическая обработка.

Для обеспечения необходимого качества рассматриваемых технологий необходимо своевременно и эффективно предотвращать возможные дефекты термической обработки.
- Виды термообработки сталей
- Дефекты
- Способы исправления брака
Недостаточная твердость
Недостаточная твердость закаленного изделия появляется в результате неправильно выбранной температуры закалки или недостаточно интенсивного охлаждения. Скажем, при закалке доэвтектоидных сталей недостаточная твердость может получиться в результате того, что температура закалки была ниже АС3
и в структуре стали сохранился феррит.
Кроме того, в доэвтектоидной стали пониженная твердость может быть результатом перегрева. Образование при этом крупноигольчатой структуры мартенсита, помимо пониженной твердости, вызывает понижение ударной вязкости.
В заэвтектоидных сталях недостаточная твердость закаленного изделия может также являться результатом перегрева и образования крупноигольчатого мартенсита.
Дефекты
Дефекты, возникающие при термической обработке стали, принято подразделять на два вида: обратимые и необратимые. В первом случае, их можно «снять» дополнительной тепловой обработкой заготовки, во втором – изделие является браком, и далее подлежит переплавке.
К первой группе относится перегрев – нагрев стали до температуры выше 1250…11000С (меньшие значения – для сталей с повышенным содержанием углерода). Дефект усугубляется, если к тому же увеличить время выдержки заготовки при таких температурах. В перегретом металле начинается интенсивный рост зерен, сопровождающийся неблагоприятным изменением их формы. У высокоуглеродистых сталей на фоне такой структуры дополнительно появляются грубые игольчатые формы цементита Fe3C. В результате механические свойства стали резко падают, причем особенно интенсивно у перегретого изделия уменьшаются показатели ударной вязкости. Такие заготовки разрушаются при попытке любой механической их обработки (а также обработки давлением со сколько-нибудь значительными степенями деформаций).
Перегрев стали можно устранить. Для этого применяют отжиг до температур, на 40…600С превышающих температуру начала аустенитного превращения. После некоторой выдержки заготовки медленно охлаждают вместе с печью. В теплое время года возможно охлаждение на спокойном воздухе (без сквозняков и искусственных воздушных потоков). В результате зерна становятся мельче, приобретают округлую форму, а металлу возвращаются его прежние физико-механические характеристики.
Необратимым дефектом термообработки является пережог. Он возникает при нагреве стали до температур ниже температуры начала плавления на 50…1000С. При таких температурах неметаллические включения в стали, располагающиеся всегда по границам зёрен – сера и фосфор – плавятся. Этому сопутствует также интенсивное окисление, которое проходит по границам зерен. Пережженный металл полностью теряет свою пластичность, следствием чего является появление рваных трещин при последующей ковке или прокатке. Восстановить исходную структуру такой стали невозможно.

Окисление и обезуглероживание
Такой брак характеризуются образованием окалины на поверхности стальных изделий и выгоранием углерода в поверхностных слоях (так называемое — обезуглероживание) .
Такой брак термической обработки неисправим,
но если позволяет припуск на механическую обработку, то окисленный и обезуглероженный слой удаляют шлифовкой.
Для предотвращения этого вида брака нагрев изделий рекомендуется проводить в печах с нейтральной атмосферой либо в жидких средах.
Способы исправления брака
Кроме основных дефектов, каждому виду термической обработки свойственны и локальные. Во многих случаях они устранимы. Типовые дефекты термической обработки стали могут быть сведены к следующим:
- Несоответствие твердости обработанного изделия. Возникает при нарушении заданного режима: например, при повышенной/пониженной скорости охлаждения, недостаточном времени выдержки заготовки в печи или в результате нагрева до более низких/высоких температур. Исправляется повторной термообработкой;
- Появление сетки карбидных включений. Вызывается перегревом стали и устраняется выполнением нормализации металла, либо многократной перековкой заготовки;
- Трещинообразование, вызванное растрескиванием стальной заготовки из-за возникших в ней высоких термических напряжений при мартенситном превращении. Сталь становится хрупкой, излом имеет ярко выраженный крупнозернистый характер. Проявляется при превышении допустимых скоростей охлаждения металла при закалке. Исправить такой брак невозможно;
- Обезуглероживание: выгорание цементита в поверхностных слоях стали с одновременным образованием высокотемпературного оксида железа FeO. Происходит при слишком длительной выдержке нагретой заготовки в печи, либо при использовании пламенных нагревательных устройств с неконтролируемой атмосферой. Брак исправим лишь частично: заготовки можно подвергнуть нормализации, но марка стали при этом изменится в сторону снижения процентного содержания углерода. Нагрев следует вести в электропечах, либо в печах безокислительного нагрева;
- Неравномерная твердость по поверхности или сечению. Дефект связан с некачественным отпуском (например, использованием загрязненной включениями охлаждающей среды или касанием заготовок друг друга в отпускной емкости). Дефект устраняется последующей нормализацией и закалкой с применением более интенсивной охлаждающей среды, в частности, воды или водного раствора NaCl;
- Механическая деформация или коробление термообработанных изделий. Устраняется их правкой на гидравлических прессах, а – при необходимости – применением повторной термообработки, но с более медленной скоростью охлаждения.

Дефекты, возникающие при термической обработке стыков сварных конструкций, устраняются их повторным нагревом и последующим охлаждением на спокойном воздухе.
Услуги по термической обработке стоит заказывать на предприятиях с высокой культурой производства, современным оборудованием, эффективными средствами КИПиА, а также располагающими квалифицированным персоналом.
Закалочные трещины
Закалочные трещины могут являться результатом слишком быстрого и неравномерного нагрева, либо слишком быстрого охлаждения,
либо наличия на детали резких переходов сечений, где возникают большие внутренние напряжения, приводящие к растрескиванию.
Они могут получиться и в том случае, если после закалки деталь сразу не подвергли отпуску для снятия внутренних напряжений.
Для устранения растрескивания деталей при закалке необходимо обеспечить равномерный и более медленный нагрев, использовать закалку с одстуживанием (в двух средах или ступенчатую), отпускать изделия непосредственно после закалки и т.д.
Дефекты термической обработки и меры их предупреждения.
Дефекты при отжиге могут возникать вследствие неправильного хода нагрева, применения слишком высоких или слишком низких температур, чрезмерной продолжительности нагрева, из-за неподходящей атмосферы в печи и неправильного режима охлаждения.
Недогрев– дефект, образующийся при нагревании стали до температуры ниже критической, что приводит к снижению ее прочности, твердости и пластических свойств. Этот дефект устраняется отжигом или нормализацией с последующей повторной термической обработкой.
Перегрев – дефект, являющийся следствием нагревания стали до температуры намного выше критической или чрезмерно большой выдержки при заданной температуре. Из-за перегрева получается крупноигольчатый мартенсит, механические свойства которого ниже мелкоигольчатого. Перегретую сталь отжигают и вновь подвергают закалке.
Окисление и обезуглероживание – дефекты, являющиеся результатом химических реакций, происходящих при нагреве стали между поверхностным слоем металла и кислородом окружающей среды. Эти процессы оказывают отрицательное влияние на конструктивную прочность изделий, приводят к потерям металла на угар, обуславливают необходимость увеличение припусков для последующей механической обработки. Применяют ряд способов предохранения стальных изделий от окисления и обезуглероживания при нагреве (нагрев в печах с контролируемой атмосферой, нагрев в расплавленных солях, нагрев в ящиках наполненных чугунной стружкой и т.п.).
Коробление и образование трещин – наиболее распространенные дефекты, являющиеся следствием возникновения в деталях больших внутренних напряжений, связанных с изменением их объема при закалке. Объемные изменения и сопровождающее их внутренние напряжения обусловлены двумя причинами. Первая причина – быстрое и резкое охлаждение изделий при закалке, в результате чего объем их различных слоев изменяется неравномерно. Другая причина появления закалочных трещин и коробления – изменение объема изделий при превращении аустенита в мартенсит. Из всех структурных составляющих стали, аустенит имеет наименьший объем, а мартенсит — наибольший. Так как при закалке аустенит переходит в мартенсит не одновременно по всему сечению изделия, в нем возникают внутренние напряжения. В тех местах изделия, где внутренние напряжения выше предела прочности стали, появляются трещины. Если внутренние напряжения значительны, но не достигают предела прочности стали, происходит коробление изделия.
Одним из способов уменьшения внутренних напряжений при закалке является предварительная подготовка изделия путем – отжига, нормализации или высокого отпуска. Весьма эффективный способ уменьшения внутренних напряжений – медленное охлаждение изделий при температурах превращения аустенита в мартенсит.
Недостаточная твердость – такой дефект получается в результате недогрева или недостаточно быстрого охлаждения изделия при закалке. Этот дефект исправляется правильной повторной закалкой, перед которой отжигом, нормализацией или высоким отпуском снимаются внутренние напряжения.
Термическая обработка чугуна.
Предыдущая22232425262728293031323334353637Следующая
Термическую обработку чугунов производят с целью снятия внутренних напряжений, возникающих при литье и вызывающих с течением времени изменением размеров и формы оливки, снижения твердости и улучшения обрабатываемости резанием, повышения механических свойств.
Отжиг чугуна.
Отжиг для снятия внутренних напряжений. Этому отжигу подвергают чугуны при следующих температурах: серый чугун с пластинчатым графитом 500-570 ºС; высокопрочный чугун с шаровидным графитом 550-650 ºС; низколегированный чугун 570-600 ºС; высоколегированный чугун 620-650 ºС. Скорость нагрева составляет примерно 70-100 град/час, выдержка при температуре нагрева зависит от массы и конструкции отливки составляет от 1 до 8 часов. Охлаждение до 200 ºС (для предупреждения возникновения термических напряжений) медленное, со скоростью 20-50 град/час, что достигается охлаждением отливки вместе с печью. Далее отливки охлаждают на воздухе. Результатом этого вида отжига является снятие внутренних напряжений, повышение вязкости, исключается коробление и образование трещин в процессе эксплуатации.
Смягчающий отжиг (отжиг графитизирующий низкотемпературный) проводят для повышения обрабатываемости резанием и повышения пластичности. Его осуществляют длительной выдержкой при 680-700 ºС (ниже точки А1). Время выдержки для серых чугунов 1-4 часа, для ковких чугунов до 60 часов. Охлаждение медленное для деталей сложной конфигурации и ускоренное для деталей простой формы. В результате этого отжига в чугуне увеличивается количество феррита.
Отжиг графитизирующий, в результате которого из белого чугуна получают ковкий чугун.
Нормализация(серого и ковкого чугуна) при температуре 850-950 ºС. Время выдержки должно быть достаточным для насыщения аустенита углеродом (1 -3 часа). Охлаждение ускоренное, чтобы аустенит смог превратится в перлит и чаще всего осуществляется на воздухе. В результате нормализации получается структура перлит + графит и повышается прочность и износостойкость. После нормализации для снятия внутренних напряжений применяется высокий отпуск при 650-680 ºС с выдержкой 1-1,5 часа.
Закалка и отпуск чугуна.
Для закалки чугун нагревают до температуры 850-950 ºС. Время нагрева обычно составляет от 1 до 3 часов (полное растворение углерода в — железе). Охлаждение осуществляется в воде или масле. При закалке аустенит превращается в мартенсит или троостит + графит. После закалки проводят отпуск при температуре 200-600 ºС. В результате повышается твердость, прочность и износостойкость чугуна.
При изотермической закалке чугун нагревают и выдерживают от 10 до 90 минут, после чего охлаждают в расплавленной соли при 200-400 ºС. В результате этого аустенит распадается с образованием структуры игольчатого троостита + графит. Изотермическая закалка позволяет повысить твердость и прочность, сохраняя пластичность.
Поверхностная закалка с нагревом поверхностного слоя кислородо-ацетиленовым пламенем, ТВЧ или в электролите. Нагрев до 900-1000 ºС. Охлаждение в воде, масле или масляной эмульсии. При поверхностной закалке в поверхностном слое образуется мартенсит + графит или троостомартенсит + графит. Отпуск при 200-600 ºС, охлаждение на воздухе. В результате повышается твердость, прочность и износостойкость поверхностного слоя при наличии мягкой сердцевины.
Старение чугуна.
Для стабилизации размеров литых чугунных деталей, предотвращения коробления и снятия внутренних напряжений применяют старение.
Различают два вида старения: естественное и искусственное. Естественное старение осуществляется на открытом воздухе или в помещении склада. Изделия после литья выдерживаются в течении 6-15 месяцев. При естественном старении снижение напряжений в отливках составляет 3-10 %.
Искусственное старение осуществляется при повышенных температурах; длительность несколько часов.
Нагрев до температуры 550-570 ºС со скоростью 30-60 ºС в час, выдержка при этой температуре 3-5 ч и охлаждение вместе с печью до 150-200 ºС, с последующим охлаждением на воздухе.
Виды отжига
По наличию или отсутствию фазовой рекристаллизации металла эта операция делится на отжиг первого и второго рода. При первом фазовая рекристаллизация не наступает или происходит частично, однако сталь все равно приобретает требуемые свойства (снижается твердость, увеличивается вязкость), а качество ее поверхности становится выше: устраняются очаги окалины, а также следы валков прокатного стана и другие дефекты.
Отжиг второго рода вызывает кардинальные изменения структуры металла: нагрев ведется до температуры на 20…50℃ выше, чем точка начала размягчения (рекристаллизации). При этом важно не перегреть металл, иначе эти изменения станут необратимыми, что отрицательно скажется на качестве изделия, которое будет подлежать переплавке.
Также отжиг делят на полный или неполный. В первом случае сталь нагревают выше предельных показателей, выдерживают строго в течение указанного времени, а затем неукоснительно придерживаются схемы охлаждения. Это позволяет получить металл с точно заданными характеристиками. При неполном варианте температуру нагрева до верхнего критического значения не доводят, а требования по выдержке и времени охлаждения не столь строги.
Особые виды отжига
Отдельно выделяют изотермический отжиг, во время которого металлоизделия:
- нагреваются до аустенитного состояния;
- быстро охлаждаются до +660…+680°C;
- выдерживаются при этой температуре до превращения аустенита в перлит;
- охлаждаются в нормальных условиях – без камер или каких-либо иных установок.
Отжиг изотермического типа – наиболее быстрый и действенный способ придать металлу нужные свойства, однако подходит он не для всех сплавов. Эта технология была разработана для легированных и нержавеющих сплавов, с высокой концентрацией хрома, жаростойких сталей. Эффективнее всего обрабатывать таким образом небольшие изделия, заготовки для изготовления разнообразных инструментов, штамповки.
Рекристаллизационный отжиг позволяет избавиться от последствий предварительной обработки (механической или термической): снять наклеп, убрать другие нежелательные дефекты. Таким образом обрабатывают как небольшие детали, так и проволоку, листовой, трубный, сортовой прокат. Операция заключается в:
- нагревании металла до тех пор, пока температура не превысит предел рекристаллизации на 100…200°C;
- выдержке в том же температурном режиме;
- медленном постепенном охлаждении.
Диффузионный отжиг заключается в экстремальном нагреве металла до показателей, значительно превышающих предельные точки. Метод подходит для сплавов со сложной легирующей композицией, а также с легкоплавкими соединениями в составе. Технология очень эффективная, позволяет получить металл высокого качества. Однако она требует полного контроля над процессом, так как перегретая и пережженная сталь может частично или полностью утратить все полезные свойства и не будет пригодна к дальнейшим операциям.
Возможные дефекты, вызываемые отжигом
Технология отжига выверена десятилетиями практики, и появление дефектов возможно преимущественно при нарушении режима нагрева или других условий работы. Если температура в печи слишком высока (перегрев), в структуре стали начинают образовываться слишком крупные зерна. А если температурные показатели приближаются к точке плавления (пережог), в молекулы металла приникает кислород, запускающий процессы активного окисления. Если перегрев исправляется повторной термической обработкой, то пережог приводит к необратимым изменениям в металлической структуре, что делает изделие непригодным к дальнейшему использованию.
Излишне активное пламя также вредит отжигаемому металлу: на его поверхности появляется окалина – слой из смеси окислов железа. Использовать сталь с окалиной невозможно – возникнут неизбежные проблемы с последующей обработкой, а удаление этого слоя дробеструйным методом или операцией травления приводит к повышению ресурсоемкости: повышенному расходу сил, времени, материалов.
Вредно и обезуглероживание – итог воздействия на отжигаемый металл кислорода. Во время него на поверхностном слое образуются микротрещины, происходит комплексная деформация поверхности.
Отжиг или нормализационный отжиг?
Ошибочно эти две операции – отжиг и отжиг с последующей нормализацией – отождествляются друг с другом, однако на самом деле это две разные процедуры. Ключевое отличие между ними – наличие этапа нормализации во втором случае. Эта дополнительная стадия гарантирует получение показателей прочности и вязкости в среднем на 10% выше, чем аналогичные параметры металла, который прошел только традиционный отжиг. Это объяснимо законами физики: медленное охлаждение стали на воздухе способствует разложению аустенитной фазы в нижнем интервале температур и, как результат, увеличение перлитной составляющей. Это существенно улучшает эксплуатационные характеристики продукции.
Нормализационный отжиг (так называют совокупность двух операций) несколько уступает закалке и классическому высокотемпературному (выполняемому при +550℃) отпуску: механические свойства металла на выходе ниже. Однако технологический процесс значительно менее трудоемок, а по сравнению с процедурой закалки нормализация вызывает меньше тепловых деформаций металла.
Используемое оборудование
Нагрев металла осуществляется в:
- камерных печах (источник тепла может быть открытым или закрытым);
- индукционных печах;
- газопламенном оборудовании.
Операция может проходить в естественных условиях ли в защитной среде (присутствие химически инертных газов или вакуум).
Изотермический отжиг несколько отличается по технологии: он может проводиться не только в печах, но и в рабочих резервуарах с расплавами металлов, солей или других рабочих сред.
Доставка изделий в печь или ванну и из них выполняется на специальных тележках, движущихся по рельсам. Остужение металла осуществляется на них же. Погрузка деталей на тележки и снятие с них производится мостовыми кранами, манипуляторами, талями, а в случае небольших объемов производства – вручную.