Дефекты резьбы нередко возникают при работе с металлорежущим инструментом. Они исключают полноценную эксплуатацию соединения, снижают его прочность и герметичность. Детали с поврежденной резьбой не используются при сборке ответственных конструкций, монтаже линейных объектов, изготовлении двигателей, насосов и прочих агрегатов.

В материале:
- Наиболее распространенные проблемы с метизами
- Незаводская продукция
- Рваная резьба
- Неполный профиль резьбы
- Перекос резьбы
- Задиры
- Провал по калибр-пробкам
- Тугая резьба
- Конусность
- Нарушение размеров резьбы
- Прочие проблемы
- Рукояти

Рис. 1 Дефекты на поверхности внутренней резьбы
Наиболее распространенные проблемы с метизами
Работая с типовыми метизами, можно определить дефекты резьбы по ГОСТ 1759.2-82. Стандарт ориентирован на болты, винты и шпильки, посвящен недостаткам поверхности и методам контроля. Последние представлены в трех вариациях.
- Визуальный. Выявление брака резьбы посредством осмотра. Операция не предполагает использования увеличительных приборов.
- Травление. Нанесение на резьбу специального состава. В результате химической реакции проявляются все дефекты поверхности.
- Магнитный. Определение основных дефектов резьбы посредством металлического порошка и магнитного поля. При наличии соответствующего оборудования и реагентов операция выполняется в полевых условиях.
Визуальное определение брака при нарезании резьбы – наиболее распространенный способ. Он не требует оснастки, позволяет работать с любыми соединениями.
Незаводская продукция
Большинство разъемных соединений, требующих проверки, изготавливаются в незаводских условиях. Ниже представлены виды дефектов резьбы, встречаемые наиболее часто.
Рваная резьба
Рваная резьба присутствует на многих соединениях с низким качеством подготовки. Дефект затрагивает геометрию витков, сопровождается выкрашиванием отдельных фрагментов.

Рис. 2 Схематическое изображение рваной резьбы
Выделяют несколько причин рваной резьбы:
- несоответствие диаметров заготовки и резьбонарезного инструмента;
- нарезание резьбы без смазки;
- низкое качество заготовки, наличие дефектов, препятствующих выполнению работ;
- перегрев рабочей поверхности детали и резьбонарезного инструмента.
Основная причина, по которой получается рваная резьба, – использование изношенного инструмента. Тупая режущая кромка удаляет значительные фрагменты детали, формируя рваные участки.

Рис. 3 Рваная резьба
Исключить дефекты при нарезании резьбы помогут следующие рекомендации.
- Используйте заточенный инструмент надлежащего качества.
- Проверяйте соответствие диаметра отверстия (заготовки) размерам инструмента.
- Обеспечивайте должное охлаждение рабочей зоны.
- Используйте смазочные материалы, предназначенные для соответствующих работ.
Особое внимание стоит уделить технологии. При работе с метчиками важно применение всех типов инструмента: черновых, чистовых и получистовых. Это обеспечит высокую точность операций, минимизирует процент брака.

Рис. 4 Комплект метчиков для нарезания черновой, получистовой и чистовой резьбы
Неполный профиль резьбы
Дефект накатки резьбы, связанный с недостаточным размером канавок. Как результат снижается прочность разъемного соединения, появляются люфты и прочие неприятные явления.

Рис. 5 Неполный профиль резьбы
Причина проблемы: использование инструмента неподходящего размера. Метчики и плашки не удаляют металл на требуемой глубине либо создают витки неправильной геометрии. Единственный способ устранения проблемы – корректный подбор инструмента.
Перекос резьбы
Дефект внутренней (внешней) резьбы, связанный с отклонением витков от оси. К перекосу приводит неправильная установка резьбонарезного инструмента. Проблема устраняется размещением метчиков и плашек соосно заготовке.

Рис. 6 Перекос резьбы
ВАЖНО. Соосность проверяется в течение всей процедуры. Мероприятие особенно актуально при работе с ручным инструментом.
Задиры
Один из видов брака резьбы. Задиры представлены механическими повреждениями, меняющими структуру и целостность витков. Они ограничивают подвижность резьбовых соединений, вызывают серьезные проблемы при сборке и разборке узлов.

Рис. 7 Задиры на внутренней резьбе
Риск появления задиров увеличивают следующие факторы:
- метчик имеет малый предельный угол;
- длина заборного конуса меньше положенной;
- значительное затупление резьбонарезного инструмента;
- неправильная заточка метчика или плашки;
- отсутствие подачи охлаждающей жидкости или ее низкое качество;
- несоблюдение технологических нормативов.
Причиной появления задиров может стать избыточная вязкость заготовки.
Чтобы предотвратить дефекты необходимо:
- применять метчики подходящей конструкции;
- использовать заготовки с соответствующим уровнем твердости и вязкости;
- обеспечить интенсивное охлаждение рабочей зоны посредством качественной жидкости.
Скорость обработки подбирается по соответствующим таблицам. Действующие стандарты содержат всю необходимую информацию для выбора режима.

Таб. 1 Скорость нарезания резьбы (справочная информация)
Провал по калибр-пробкам
Дефект резьбы, приводящий к появлению люфта и снижению надежности соединения. Недостаток вызван следующими факторами.
- Неправильная установка резьбонарезного инструмента.
- Биение метчика при вращении.
- Некорректное извлечение инструмента, сопровождающееся снятием стружки.
- Нарезание резьбы на слишком высокой скорости.
- Некорректный подбор охлаждающей жидкости.
Причиной дефекта может стать неправильная настройка патрона или его функциональная непригодность.
Исключить проблемы поможет:
- использование качественных патронов и их надежная фиксация;
- строгое соблюдение технологии нарезания резьбы;
- применение качественной охлаждающей жидкости с требуемыми параметрами;
- проверка резьбонарезного инструмента перед использованием.
Перечень подходящих патронов предоставляется производителем оборудования. Он содержится в сопроводительной документации или публикуется на сайте.

Рис. 8 Комплект резьбонарезных патронов
Тугая резьба
Дефект резьбы, связанный с недостаточной проточкой канавок. В результате приходится прилагать значительные усилия для прокручивания деталей. У проблемы две причины: низкое качество инструмента и большая шероховатость заготовки.
Исключить появление тугой резьбы поможет использование надежных метчиков и плашек, а также качественная обработка детали.
Конусность
Конусность предполагает сужение профиля резьбы. При значительных проявлениях дефекта нормальное закручивание деталей становится невозможно.
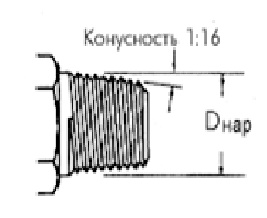
Рис. 9 Конусность резьбы 1:16
К конусности приводит:
- некорректное закрепление метчика (инструмент разбивает верхнюю часть отверстия);
- срезания металла калибрующей частью;
- отсутствие обратного конуса у резьбонарезного инструмента.
Избавиться от дефекта позволит использование качественных метчиков подходящей конструкции.
Нарушение размеров резьбы
Дефект, изменяющий габариты резьбы. Он вызван некорректными размерами инструмента, его перекосом или неправильным обратным ходом. Основная рекомендация: замена метчика и соблюдение режимов работы.
Прочие проблемы
При проведении работ возможна поломка метчика. Разовое повреждение инструмента может свидетельствовать об износе, регулярное – о технических проблемах.

Рис. 10 Сломанный метчик
К поломке метчика приводит:
- малый диаметр отверстия;
- использование инструмента со значительным усилием;
- работа без смазки;
- заклинивание при срезании стружки обратным ходом.
Устранение перечисленных недочетов обеспечит плодотворную работу с металлорежущим инструментом.
Обращение в магазин «РИНКОМ» позволит приобрести качественные метчики и плашки. Мы предлагаем сертифицированную продукцию для производственного и бытового использования. Изделия отвечают требованиям отраслевых стандартов, обладают значительным эксплуатационным ресурсом.
Для ознакомления с полным перечнем товаров посетите каталог.
Резьбовые соединения на сегодняшний день получили самое широкое распространение. Они применяются в различных отраслях промышленности. В процессе эксплуатации рабочая часть резьбы может повредится, в результате чего снижается прочность и надежность.
Существует довольно большое количество различных способов восстановления поврежденной рабочей части, все они характеризуются своими определенными особенностями. 
Технология восстановления внутренней и наружной резьбы
Сегодня восстановитель резьбы применяется при работе крайне редко. Чаще всего применяются распространенные инструменты:
- Сверло применяется для изменения размеров отверстия.
- Метчик и плашка предназначены для непосредственного нарезания витков. Они обходятся недорого, зачастую используются для нарезания новой поверхности, но могут и при восстановлении поврежденной.
- Шпиндель или инструмент для вворачивания вставки. Он характеризуется тем, что рабочая часть напоминает резьбовую, на торце есть специальный зацеп.
- Вставка ремонтная, представленная спиралью ромбовидной формы. На одном конце сделали поводок, за счет которого осуществляется его вращение за счет соединения со шпинделем.


Кроме этого, некоторые технологии предусматривают использование эпоксидного клея, холодной сварки или других материалов. Выбор проводится в зависимости от конкретного случая
Способ восстановления резьбы
Каждый способ восстановления резьбы подходит для конкретного случая. Примером можно назвать использование эпоксидного клея, который может восстановить несущественное повреждение витков.
Если можно изменить размеры отверстия, то используется метчик. Он подбирается в зависимости от параметров уже имеющихся витков.
Рассматриваемый инструмент предназначен для получения витков на металле. В некоторых случаях увеличить диаметр нельзя, тогда применяется ввертыш. Подобное приспособление цилиндрической формы имеет снаружи и внутри витки с нужным шагом.  В некоторых случаях повреждение представлено отверстием, которое можно за плавить сваркой. После этого также проводится восстановление резьбы при использовании наиболее подходящего инструмента.
В некоторых случаях повреждение представлено отверстием, которое можно за плавить сваркой. После этого также проводится восстановление резьбы при использовании наиболее подходящего инструмента.
Применение эпоксидного клея
При использовании эпоксидного клея можно существенно ускорить процесс восстановления резьбы. Среди особенностей восстановительной работы отметим следующие моменты:
- Отверстие заполняется специальным веществом, после чего немного нужно подождать, пока оно затвердеет.
- Болт вкручивается для формирования требуемой поверхности, после чего вещество застывает.
Подобный метод не подходит для случая, когда крепежные изделия используются при условии высоких нагрузок или вибрации. Это связано с тем, что полимер после застывания не образует прочной и твердой поверхности.
Холодная сварка
Вместо полимерного клея может применяться холодная сварка. Она также наносится в виде пасты, после застывания образуется прочная и твердая поверхность. Процесс восстановления следующий:
- Перемешиваются оба компонента для получения требуемой пасты.
- Пастой заполняется поврежденная поверхность, после чего нужно подождать немного.
- Вкручивается болт.
 Холодная сварка может выдерживать достаточно большую нагрузку, но при этом проста в применении и обходится дешево.
Холодная сварка может выдерживать достаточно большую нагрузку, но при этом проста в применении и обходится дешево.
С применением метчика для нарезания резьбы
Метчик применяется для нарезания канавок, за счет которых и образуется требуемая геометрия. Рассматриваемый инструмент состоит из двух частей, может классифицироваться по большому количеству признаку. К особенностям проводимой работы отнесем следующие моменты:
- Инструмент смазывается маслом. За счет этого упрощается процесс образования витков.
- При работе на три оборота по ходу приходится 1,5 оборота в обратном направлении. Это делается для того, чтобы удалить стружку с зоны резания.
- Инструмент должен быть расположен строго вертикально поверхности.
- После образования требуемой поверхности используется контрольный болт. Первый проход может быть под небольшой нагрузкой, но после проблем возникать не должно.
На образование витков уходит относительно небольшое количество времени. При этом можно получить качественную и надежную резьбу, которая прослужит в течение длительного периода.
С использованием ввертыша
При применении ввертыша отверстие высверливается подходящих сверлом, после этого подбирается метчик соответствующего диаметра. В отверстие устанавливается ввертыш, верхняя часть при необходимости срезается.  После этого керном на границе наносятся засечки. Это делается для того, чтобы ввертыш не выкрутился из отверстия. В продаже встречаются самые различные варианты исполнения ввертышей, поэтому проблем с подбором не возникнет.
После этого керном на границе наносятся засечки. Это делается для того, чтобы ввертыш не выкрутился из отверстия. В продаже встречаются самые различные варианты исполнения ввертышей, поэтому проблем с подбором не возникнет.
Сварка для восстановления резьбы
Для того чтобы заплавить отверстие на поврежденной поверхности можно применить сварку. Среди особенностей отметим следующие моменты:
- Могут применяться самые различные методы варки.
- Процесс восстановления может усложниться при большой длине отверстия.
- После заваривания отверстия проводится нарезание при использовании метчика.
Процесс достаточно прост, но полученные витки не смогут выдержать высокую нагрузку.
Применение футорок
Восстановить подобные крепежные элементы можно и при применении футорка. Этот вид резьбового соединения представляет собой втулку, которая имеет наружный большой диаметр и внутренний с меньшим размером. 
Сфера применения футорков весьма большая. Примером можно назвать изготовление мебели или соединение различных труб, крепление спаренных колес.
В некоторых случаях, когда можно изменить диаметр соединения, футорок используется при повреждении витков.
Восстановление резьбы холодной сваркой
Холодная сварка сегодня применяется крайне часто. После застывания полученная паста становится прочной и твердой. Она применяется в нижеприведенных случаях:
- Соединение не подвергается вибрации.
- Оказываемая нагрузка невысокая.
- При восстановлении неответственных деталей.
При применении специальной пасты можно получить практически любую поверхность. Это связано с тем, что до полного застывания она находится в пластичном состоянии.
Выбор холодной сварки для резьбы
В продаже встречаются различные виды рассматриваемого вещества. При выборе учитываются следующие моменты:
- Рекомендуемая область применения.
- Особенности изготовления рабочей смеси.
- Условия эксплуатации: температура, влажность и некоторые другие моменты.
 Большинство вариантов исполнения представлены двумя компонентами, которые смешиваются для получения пасты. Стоит учитывать, что в пластичном состоянии вещество находится не долго.
Большинство вариантов исполнения представлены двумя компонентами, которые смешиваются для получения пасты. Стоит учитывать, что в пластичном состоянии вещество находится не долго.
Недостатки и преимущества
Каждый метод имеет свои достоинства и недостатки. Примером назовем следующее:
- Холодная сварка и полимеры могут использоваться в случае, когда нельзя изменить диаметр отверстия. Однако, получающиеся витки характеризуются низкой прочностью.
- Метчик используется только в случае, когда можно немного увеличить отверстие. При этом получаются качественные и прочные витки.
- Вкладыши позволяют расширить область применения режущего инструмента, но восстанавливаемая резьба также не рассчитана на большую нагрузку.
В целом можно сказать, что существует просто огромное количество способов восстановления крепежных элементов. Выбор проводится в зависимости от того, где оно используется и какая нагрузка оказывается.
Никто не застрахован от того, что при ремонте автомобиля или в других рабочих ситуациях может произойти повреждение резьбового соединения. Как вернуть работоспособность, казалось бы, вышедшей из строя резьбе?
Многие мастера используют традиционный способ, суть которого сводится к рассверливанию отверстия сверлом большего диаметра и нарезанию метчиком новой резьбы. Однако после такого ремонта придется использовать и ответный элемент (болт, шпильку, свечу) большего диаметра, что не всегда представляется возможным. Этот способ не подойдет и в случае, если запас «тела» для рассверливания недостаточен.

Как отремонтировать резьбу с сохранением ее прежнего диаметра?
В настоящее время найден простой и надежный способ восстановления резьбы, который уже достаточно давно используют во всем мире. В нашей стране он, к сожалению, медленно набирает популярность, как по причине нашей неосведомленности, так и из-за невозможности приобрести в магазинах специальные пружинные вставки и вспомогательный установочный инструмент.

Комплект инструментов для восстановления резьбы
Разработкой и изготовлением вставок занимаются многие известные производители. Изделия разных фирм могут незначительно различаться по названию (ввертыши, футорки), конструктивному исполнению и материалу, но принцип действия и технология установки одинакова для всех. В продаже можно найти не только комплекты ввертышей различных длин, диаметров и шага резьбы, но и целые наборы для восстановления резьбы, в которые помимо вставок входят сверла, метчики, установочное приспособление и оправка для обламывания монтажного поводка. Такие решения предлагает немецкий производитель металлорежущего инструмента «Volkel» и российский «Дело Техники». У некоторых брендов подобная технология и инструмент называется «системой», например:
- система V-coil
- система Recoil
- система HeliCoil
Как это работает?
- Проволочные вставки для ремонта резьбовых отверстий представляет собой спирально свернутую проволоку из нержавеющей стали с ромбовидным поперечным сечением. Ромбовидный проволочный профиль позволяет внешней части витков ввинчиваться в приемную резьбу в корпусе во время установки. На внутренней части футорки витки образуют новую стандартную резьбу с углом 60°. Наружный диаметр футорки в свободном состоянии больше принимающей резьбы, поэтому витки спирали сжимаются, когда она ввинчивается в корпус. Подобно пружине сжатые витки пытаются разжаться относительно стенок резьбового отверстия корпуса. Возникающий в результате натяг в месте посадки помогает удерживать установленный вкладыш и предохраняет от вывинчивания.
- Вставки снабжены поводковым язычком, который используется для их ввинчивания в подготовленную приемную резьбу. Специальный установочный инструмент захватывает его и использует в качестве привода. После установки поводок будет не нужен и легко обламывается.
- В основании язычка сделана небольшая насечка, которая немного уменьшает площадь поперечного сечения проволоки. Когда нужно будет удалить язычок, насечка поможет легко обломить его в этом месте.
Процесс установки пружинной вставки:
Ремонт поврежденной резьбы выполняется в четыре простых шага.
Шаг 1. Просверлите старую резьбу, используя размер сверла, рекомендованный на упаковке комплекта для ремонта резьбы. На хвостовике метчика также указан рекомендуемый размер сверла под резьбу. Не забудьте очистить отверстие от частиц металла.
Шаг 2. В просверленном отверстии нарежьте резьбу специальным метчиком под проволочную вставку, который имеет некоторые отличия от стандартного метчика и обозначается буквами STI (система HeliCoil).

Шаг 3. Установите резьбовую вставку с помощью установочного инструмента.
Для резьбы с крупным (обычным) шагом:

- Наденьте спиральную вставку на монтажный инструмент.
- Поворачивайте вставку до тех пор, пока ее поводок не войдет в паз на конце стержня установочного инструмента.
- Вкрутите ремонтную вставку в резьбовое отверстие, используя ручку поворотного установочного инструмента.
- После того, как вставка будет установлена на нужную глубину, выкрутите установочный шпиндель.
Для резьбы с мелким шагом:
- Используйте монтажный инструмент с патроном предварительного натяжения (сжатия), который входит в комплект для ремонта мелкой резьбы.
- Поместите спиральный вкладыш в патрон предварительного натяжения.
- Проденьте шпиндель установочного инструмента через спираль, пока поводковый язычок не войдет в его паз.
- Поворачивайте инструмент, чтобы намотать вставку на резьбовой конец корпуса предварительной катушки.
- Одной рукой удерживайте корпус под прямым углом к поверхности заготовки над резьбовым отверстием. Вращайте установочный инструмент, чтобы установить вставку через корпус предварительной катушки в резьбовое отверстие в заготовке. После установки убедитесь, что корпус предварительной катушки может плавно перемещаться, значит, витки спирали совпали с резьбой в заготовке.
- После того, как ремонтная вставка будет установлена на нужную глубину, выкрутите установочный инструмент.

Монтажный инструмент для установки ввертыша

Вкручивание футорки
Совет по ремонту резьбы:
Одна из причин того, что данная резьбовая технология не работает, заключается в неправильной посадке резьбовой вставки.
Главное практическое правило – верх проволочного вкладыша должен находиться ниже поверхности заготовки на 1/4 — 1/2 шага резьбы. Один из простых способов определить глубину установки подробно описан ниже.
Перед тем, как начать процесс установки, внимательно посмотрите на входную резьбу, нарезанную метчиком STI в отверстии. Обратите внимание на то место, где нить начинает входить в отверстие.
Сделайте небольшую временную контрольную метку на поверхности корпуса, удаленную на 3/4 оборота от того места, где резьба входит в отверстие. Эта отметка будет использоваться для определения глубины установки ввертыша.
Установите резьбовую вставку заподлицо с поверхностью корпуса и совместите ее конец с контрольной меткой. После этого поверните ее еще на 1/4 оборота для погружения ниже поверхности корпуса на 1/4 шага (0,25 P).
Если требуется более глубокая посадка, поверните установочный инструмент еще на 1/4 оборота.

Шаг 4. Удалите поводковый язычок
- Используйте бородок или просто кусок круглого стержня, подходящего по диаметру к полученному резьбовому отверстию.
- Уприте конец инструмента в язычок и удерживайте его прямо в отверстии.
- Ударьте по хвостовику инструмента молотком. Поводок должен сломаться в месте надреза, который и предназначен для этой цели. На вставках большого диаметра (от М14) иногда легче отломить его с помощью длинногубцев движениями вверх-вниз.
- Извлеките обломанный язычок из отверстия перед сборкой резьбового соединения.
Вопросы и ответы:
Почему данная технология требует использования специального метчика STI? Что такое метчик STI? Можно ли вместо него использовать стандартный метчик?

Маркировка метчика STI
Отремонтированная внутренняя резьба предназначена для крепежа стандартных размеров. После установки пружинной вставки ее витки устанавливаются с тем же шагом, что и у резьбы крепежа, для которого предназначено резьбовое отверстие.
Входная резьба под резьбовые вставки формируется специальными метчиками (также известными как STI), разработанными для использования с этими ремонтными системами.
Метчики под резьбовую вставку отличаются размерами от стандартных метчиков под винты. Но маркируются они по конечному результату, который будет получен после установки вкладыша.
Рассмотрим разницу между STI и стандартным метчиком на конкретном примере:
Стандартный метчик, используемый для нарезания резьбы для крепежа 1/2″NF, имеет основной диаметр 0,500 дюйма с шагом 20 витков на дюйм. Соответствующий метчик STI имеет такой же шаг резьбы 20 витков на дюйм, но немного больший основной диаметр, в этом примере он составляет 0,568 дюйма.
Есть ли какой-нибудь способ более надежно зафиксировать вставку на резьбе, а не полагаться только на посадку с натягом для удержания в резьбовом отверстии?
Чтобы надежнее закрепить вставку в корпусе детали рекомендуется использовать дополнительные способы фиксации:
Химическое стопорение. Нанесите тонкий слой резьбового фиксатора на внешнюю часть витков вставки перед тем, как ввинтить ее в отверстие. Не наносите слишком много этого состава, а после установки обязательно протрите полученную внутреннюю резьбу, чтобы ввинчиваемый в нее крепеж не приклеился.
Механическое стопорение. Используя пробойник и молоток, слегка развальцуйте один виток резьбы корпуса, в том месте, где находится резьбовой конец установленной футорки. Цель этого метода — слегка деформировать или сжать резьбу корпуса, чтобы затруднить выкручивание вставки при демонтаже крепежа.
Диапазон размеров:
Пружинные вставки предлагаются в дюймовых и метрических размерах. Согласно опубликованным данным доступны вкладыши для винтов от размера № 2 до 1 1/2 дюйма и от М3 до М42.
Их длина обозначается 1d, 1.5d, 2d и т.д., где d – диаметр спирали, причем это длина в смонтированном состоянии и без установочного язычка (в свободном состоянии они короче). Например, для футорки М6, 2d длина будет составлять два диаметра, то есть 12 мм.
Типы резьбы:

Ремонтные футорки доступны с различными типами резьбы и конфигурациями шага, включая UNC, UNF, метрическую крупную и мелкую резьбу, UNEF, UNS и трубную резьбу.
Из какого металла изготавливают вставки?
На изготовление резьбовых вставок идет особо прочная высококачественная сталь, преимущественно нержавеющая твердостью 425 – 550 HV (по Виккерсу) марки А2 и А4. Для специальных целей производители выпускают их из таких материалов, как Nitronic 60, жаропрочный сплав Inconel X, титан и фосфорная бронза.
Преимущества использования ремонтных вставок:
- Данный метод позволяет сформировать резьбу, которая по прочности и надежности не уступает оригинальной, а в случаях с металлами низкой прочности повышает несущую способность резьбы.
- Прочная сталь, из которой изготовлены ввертыши, снижает риск быстрого износа резьбовой поверхности при частом закручивании и выкручивании крепежа.
- Резьбовая вставка имеет жесткую посадку без зазоров в изготовленной резьбе, исключающую риск отвинчивания при динамических нагрузках или в момент выкручивания винта.
- Посаженная с натягом пружинная футорка занимает устойчивое положение без дополнительной фиксации клеем и обеспечивает равномерное распределение усилие от болта по всей длине отверстия.
- Описываемая система дает возможность создавать в мягких материалах (дерево, пластик) надежную стальную резьбу, а также сделать резьбовое соединение в хрупких и тонкостенных деталях.
- С помощью резьбовых вставок можно осуществить легкий переход от одного вида резьбы на другой, например: с левой на правую, с метрической на дюймовую, с мелкой на крупную и наоборот.
Использование пружинных вставок открывает новые возможности для конструирования, дает свободу в выборе материала и размера крепежных элементов. Возможность быстро отремонтировать резьбовое отверстие избавит от необходимости замены дорогостоящей детали. В случае необходимости ремонтные вставки можно демонтировать при помощи все тех же инструментов, входящих в «систему».
Видеодемонстрация установки ввертшей
Обновлено: 14.07.2022 15:38:54

Специалист в области крепежных и такелажных изделий. Более 10 лет работы в сфере строительства, ремонта и оборудования.
— «Мы стараемся донести до Вас только актуальную и достоверную информацию, будем рады Вашему отзыву относительно данной статьи»
Автор статьи
Специалист в области крепежных и такелажных изделий. Более 10 лет работы в сфере строительства, ремонта и оборудования.
— «Мы стараемся донести до Вас только актуальную и достоверную информацию, будем рады Вашему отзыву относительно данной статьи»
Автор статьи
Поставить оценку
Нажмите, чтобы поставить
оценку
ЦЕЛЬ: Изучить дефекты возникающие при нарезании резьб и способы их устранения.
ЗАДАНИЕ:
1. Изучить теоретический материал
2. Составить таблицу дефектов при нарезании резьб
3. Определить резьбу, по рисунку данному в таблице, и дать описание, характеристику и обозначение ее.
4. Ответить на контрольные вопросы
Таблица заданий

КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Назначение круглой плашки
2. Предохранительный патрон, назначение характеристика.
3. Перечислить типы резьб.
4. Назначение метчика
ТЕОРЕТИЧЕСКАЯ ЧАСТЬ
Подготовка стержней и отверстий резьбовых поверхностей
При нарезании резьбы метчиками и плашками (как вручную, так и на металлорежущих станках) или с применением специального механизированного инструмента происходит не только удаление слоя материала с поверхности заготовки, но и пластическое деформирование наружной части обработанной поверхности. Это деформирование сопровождается выдавливанием материала заготовки in впадины резьбы в ее выступы. Это явление должно учитываться при определении диаметра стержня или отверстия под нарезание резьбы. Поэтому размеры стержней и отверстий под нарезание резьбы наиболее целесообразно определять с помощью справочных таблиц, в которых эти размеры приводятся с учетом всех факторов, возникающих при резании.
На практике при нарезании резьб диаметр отверстия принимается равным номинальному диаметру резьбы, уменьшенному на величину ее шага. Например, при нарезании метрической резьбы M10 диаметр отверстия должен быть соответственно равен 1,0… 1,5 мм, т.е. должен составлять 8,5 мм.
При нарезании наружных резьб диаметр стержня должен быть меньше номинального диаметра резьбы на 0,1 …0,2 мм в зависимости от его величины.
При накатывании резьб диаметр стержня выбирают, исходя из среднего диаметра резьбы, который должен быть указан в задании на обработку резьбы, или определяют с помощью специальных таблиц. Для облегчения врезания плашки на вершине стержня необходимо выполнять фаску с утлом примерно 60°.
Правила обработки наружных и внутренних резьбовых поверхностей
1. Нарезание резьбы необходимо выполнять при обильном смазывании плашки или метчика машинным маслом.
2. При нарезании резьбы следует периодически срезать образующуюся стружку обратным ходом метчика или плашки на 1/2 оборота.
3. После нарезания резьбы на стержне или в отверстии нужно произвести контроль се качества:
внешним осмотром — не допуская задиров и сорванных ниток;
резьбовым калибром (или эталонным болтом, гайкой) — проходная часть калибра (болт, гайка) навинчивается от руки, не допускается качка в парс болт-гайка.
Типичные дефекты при нарезании резьб, причины их появления и способы предупреждения
|
Дефект |
Причина |
Способ предупреждения |
|
Рваная резьба |
Диаметр стержня больше номинального, а диаметр отверстия -меньше. Нарезание резьбы без смазки. Стружка не дробится обратным ходом инструмента. Затупился режущий инструмент |
Тщательно проверять диаметры стержня и отверстия перед нарезанием резьбы. Обильно смазывать зону резания. Строго соблюдать правила нарезания резьбы. Следить за состоянием режущих кромок инструмента и при их затуплении инструмент заменять |
|
Неполный профиль резьбы (тупая резьба) |
Диаметр стержня меньше требуемого. Диаметр отверстия больше требуемого |
Тщательно проверять диаметры стержня н отверстия под нарезание резьбы |
|
Перекос резьбы |
Перекос плашки или метчика при врезании |
Внимательно контролировать положение инструмента при врезании |
|
Задиры на поверхности резьбы |
Малая величина переднего угла метчика. Недостаточная длина заборного конуса. Сильное затупление и неправильная заточка метчика. Низкое качество СОЖ. Высокая вязкость материала заготовки. Применение чрезмерно высоких скоростей резания |
Использовать метчики необходимой конструкции и геометрии. Применять соответствующую СОЖ. Выбирать рациональную скорость резания с помощью справочных таблиц |
|
Провал по калибр-пробкам. Люфт в парс винт-гайка |
Разбивание резьбы метчиком при неправильной его установке. Большое биение метчика. Снятие метчиком стружки при вывертывании. Применение повышенных скоростей резания. Использование случайных СОЖ. Неправильное регулирование плавающего патрона или его непригодность |
Правильно (без биения) устанавливать инструмент. Выбирать нормальные скорости резания. Применять наиболее эффективные СОЖ для данных условий обработки. Выбирать исправный патрон |
|
Дефект |
Причина |
Способ предупреждения |
|
Тугая резьба |
Сработался (затупился) инструмент. Неточные размеры инструмента. Большая шероховатость резьбы инструмента |
Заменить инструмент и нарезать резьбу заново. Применять метчики необходимых размеров |
|
Конусность резьбы |
Неправильное вращение метчика (разбивание верхней части отверстия). Отсутствие у метчика обратного конуса. Зубья калибрующей части срезают металл |
Правильно устанавливать метчик. Использовать метчики правильной конструкции |
|
Несоблюдение размеров резьбы (не проходной калибр проходит, а проходной калибр не проходит) |
Неправильные размеры метчика. Перекос метчика при установке и нарушение условий его работы. Срезание резьбы при обратном ходе метчика |
Заменить инструмент исправным. Правильно устанавливать метчик и соблюдать условия его работы |
|
Поломка метчика |
Диаметр отверстия меньше расчетного. Большое усилие при нарезании резьбы, особенно в отверстиях малых диаметров. Нарезание резьбы без смазки. Не срезается стружка обратным 1 ходом |
Строго соблюдать правила нарезания резьбы |
Правила нарезания наружной резьбы
1. Перед нарезанием резьбы следует проверить диаметр стержня (бота, шпильки, винта); он должен быть на 0,1 …0,2 мм меньше номинального диаметра резьбы.
2. Необходимо обязательно спилить заборную фаску на вершине стержня (если ее нет на заготовке). При опиливании фаски нужно следить за ее концентричностью относительно оси стержня, а также диаметром, который не должен превышать величины внутреннего диаметра резьбы по торцевой поверхности. Кроме того, угол наклона фаски относительно оси стержня не должен превышать 60°.
3. Стержень следует закреплять в тисках прочно и перпендикулярно губкам. Перпендикулярность закрепления стержня надо проверять по угольнику.
4. Необходимо строго следить за перпендикулярностью торца плашки оси стержня при врезании плашки.
5. Перед накатыванием резьбы на стержне необходимо обязательно проверять его диаметр; он должен быть равен среднему диаметру нарезаемой резьбы.
6. При нарезании резьбы на газовых и водопроводных трубах особое внимание следует обращать на соблюдение длины нарезаемой части для муфт и стонов.
При нарезании внутренних резьб необходимо соблюдать следующие правила.
1. Перед нарезанием резьбы следует проверить: соответствие диаметра отверстия размеру нарезаемой резьбы.
Он должен соответствовать данным таблицы резьб;
глубину отверстия для нарезания глухой резьбы. Она должна соответствовать размеру, указанному на чертеже.
2. При врезании метчика нужно обеспечить перпендикулярность его оси верхней плоскости заготовки, в которой нарезается резьба.
3. При нарезании резьбы следует использовать весь комплект метчиков: первый — черновой; второй — получистовой; третий — чистовой.
4. При нарезании резьбы в глухом отверстии необходимо периодически очищать его от стружки.
5. Особую осторожность следует соблюдать при нарезании резьб малого диаметра (5 мм и менее) во избежание поломки метчика.
6. При нарезании резьбы машинным метчиком на станке необходимо закреплять его в предохранительном патроне.