Дефекты резьбы нередко возникают при работе с металлорежущим инструментом. Они исключают полноценную эксплуатацию соединения, снижают его прочность и герметичность. Детали с поврежденной резьбой не используются при сборке ответственных конструкций, монтаже линейных объектов, изготовлении двигателей, насосов и прочих агрегатов.

В материале:
- Наиболее распространенные проблемы с метизами
- Незаводская продукция
- Рваная резьба
- Неполный профиль резьбы
- Перекос резьбы
- Задиры
- Провал по калибр-пробкам
- Тугая резьба
- Конусность
- Нарушение размеров резьбы
- Прочие проблемы
- Рукояти

Рис. 1 Дефекты на поверхности внутренней резьбы
Наиболее распространенные проблемы с метизами
Работая с типовыми метизами, можно определить дефекты резьбы по ГОСТ 1759.2-82. Стандарт ориентирован на болты, винты и шпильки, посвящен недостаткам поверхности и методам контроля. Последние представлены в трех вариациях.
- Визуальный. Выявление брака резьбы посредством осмотра. Операция не предполагает использования увеличительных приборов.
- Травление. Нанесение на резьбу специального состава. В результате химической реакции проявляются все дефекты поверхности.
- Магнитный. Определение основных дефектов резьбы посредством металлического порошка и магнитного поля. При наличии соответствующего оборудования и реагентов операция выполняется в полевых условиях.
Визуальное определение брака при нарезании резьбы – наиболее распространенный способ. Он не требует оснастки, позволяет работать с любыми соединениями.
Незаводская продукция
Большинство разъемных соединений, требующих проверки, изготавливаются в незаводских условиях. Ниже представлены виды дефектов резьбы, встречаемые наиболее часто.
Рваная резьба
Рваная резьба присутствует на многих соединениях с низким качеством подготовки. Дефект затрагивает геометрию витков, сопровождается выкрашиванием отдельных фрагментов.

Рис. 2 Схематическое изображение рваной резьбы
Выделяют несколько причин рваной резьбы:
- несоответствие диаметров заготовки и резьбонарезного инструмента;
- нарезание резьбы без смазки;
- низкое качество заготовки, наличие дефектов, препятствующих выполнению работ;
- перегрев рабочей поверхности детали и резьбонарезного инструмента.
Основная причина, по которой получается рваная резьба, – использование изношенного инструмента. Тупая режущая кромка удаляет значительные фрагменты детали, формируя рваные участки.

Рис. 3 Рваная резьба
Исключить дефекты при нарезании резьбы помогут следующие рекомендации.
- Используйте заточенный инструмент надлежащего качества.
- Проверяйте соответствие диаметра отверстия (заготовки) размерам инструмента.
- Обеспечивайте должное охлаждение рабочей зоны.
- Используйте смазочные материалы, предназначенные для соответствующих работ.
Особое внимание стоит уделить технологии. При работе с метчиками важно применение всех типов инструмента: черновых, чистовых и получистовых. Это обеспечит высокую точность операций, минимизирует процент брака.

Рис. 4 Комплект метчиков для нарезания черновой, получистовой и чистовой резьбы
Неполный профиль резьбы
Дефект накатки резьбы, связанный с недостаточным размером канавок. Как результат снижается прочность разъемного соединения, появляются люфты и прочие неприятные явления.

Рис. 5 Неполный профиль резьбы
Причина проблемы: использование инструмента неподходящего размера. Метчики и плашки не удаляют металл на требуемой глубине либо создают витки неправильной геометрии. Единственный способ устранения проблемы – корректный подбор инструмента.
Перекос резьбы
Дефект внутренней (внешней) резьбы, связанный с отклонением витков от оси. К перекосу приводит неправильная установка резьбонарезного инструмента. Проблема устраняется размещением метчиков и плашек соосно заготовке.

Рис. 6 Перекос резьбы
ВАЖНО. Соосность проверяется в течение всей процедуры. Мероприятие особенно актуально при работе с ручным инструментом.
Задиры
Один из видов брака резьбы. Задиры представлены механическими повреждениями, меняющими структуру и целостность витков. Они ограничивают подвижность резьбовых соединений, вызывают серьезные проблемы при сборке и разборке узлов.

Рис. 7 Задиры на внутренней резьбе
Риск появления задиров увеличивают следующие факторы:
- метчик имеет малый предельный угол;
- длина заборного конуса меньше положенной;
- значительное затупление резьбонарезного инструмента;
- неправильная заточка метчика или плашки;
- отсутствие подачи охлаждающей жидкости или ее низкое качество;
- несоблюдение технологических нормативов.
Причиной появления задиров может стать избыточная вязкость заготовки.
Чтобы предотвратить дефекты необходимо:
- применять метчики подходящей конструкции;
- использовать заготовки с соответствующим уровнем твердости и вязкости;
- обеспечить интенсивное охлаждение рабочей зоны посредством качественной жидкости.
Скорость обработки подбирается по соответствующим таблицам. Действующие стандарты содержат всю необходимую информацию для выбора режима.

Таб. 1 Скорость нарезания резьбы (справочная информация)
Провал по калибр-пробкам
Дефект резьбы, приводящий к появлению люфта и снижению надежности соединения. Недостаток вызван следующими факторами.
- Неправильная установка резьбонарезного инструмента.
- Биение метчика при вращении.
- Некорректное извлечение инструмента, сопровождающееся снятием стружки.
- Нарезание резьбы на слишком высокой скорости.
- Некорректный подбор охлаждающей жидкости.
Причиной дефекта может стать неправильная настройка патрона или его функциональная непригодность.
Исключить проблемы поможет:
- использование качественных патронов и их надежная фиксация;
- строгое соблюдение технологии нарезания резьбы;
- применение качественной охлаждающей жидкости с требуемыми параметрами;
- проверка резьбонарезного инструмента перед использованием.
Перечень подходящих патронов предоставляется производителем оборудования. Он содержится в сопроводительной документации или публикуется на сайте.

Рис. 8 Комплект резьбонарезных патронов
Тугая резьба
Дефект резьбы, связанный с недостаточной проточкой канавок. В результате приходится прилагать значительные усилия для прокручивания деталей. У проблемы две причины: низкое качество инструмента и большая шероховатость заготовки.
Исключить появление тугой резьбы поможет использование надежных метчиков и плашек, а также качественная обработка детали.
Конусность
Конусность предполагает сужение профиля резьбы. При значительных проявлениях дефекта нормальное закручивание деталей становится невозможно.
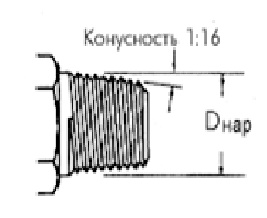
Рис. 9 Конусность резьбы 1:16
К конусности приводит:
- некорректное закрепление метчика (инструмент разбивает верхнюю часть отверстия);
- срезания металла калибрующей частью;
- отсутствие обратного конуса у резьбонарезного инструмента.
Избавиться от дефекта позволит использование качественных метчиков подходящей конструкции.
Нарушение размеров резьбы
Дефект, изменяющий габариты резьбы. Он вызван некорректными размерами инструмента, его перекосом или неправильным обратным ходом. Основная рекомендация: замена метчика и соблюдение режимов работы.
Прочие проблемы
При проведении работ возможна поломка метчика. Разовое повреждение инструмента может свидетельствовать об износе, регулярное – о технических проблемах.

Рис. 10 Сломанный метчик
К поломке метчика приводит:
- малый диаметр отверстия;
- использование инструмента со значительным усилием;
- работа без смазки;
- заклинивание при срезании стружки обратным ходом.
Устранение перечисленных недочетов обеспечит плодотворную работу с металлорежущим инструментом.
Обращение в магазин «РИНКОМ» позволит приобрести качественные метчики и плашки. Мы предлагаем сертифицированную продукцию для производственного и бытового использования. Изделия отвечают требованиям отраслевых стандартов, обладают значительным эксплуатационным ресурсом.
Для ознакомления с полным перечнем товаров посетите каталог.
Резьбовые соединения на сегодняшний день получили самое широкое распространение. Они применяются в различных отраслях промышленности. В процессе эксплуатации рабочая часть резьбы может повредится, в результате чего снижается прочность и надежность.
Существует довольно большое количество различных способов восстановления поврежденной рабочей части, все они характеризуются своими определенными особенностями. 
Технология восстановления внутренней и наружной резьбы
Сегодня восстановитель резьбы применяется при работе крайне редко. Чаще всего применяются распространенные инструменты:
- Сверло применяется для изменения размеров отверстия.
- Метчик и плашка предназначены для непосредственного нарезания витков. Они обходятся недорого, зачастую используются для нарезания новой поверхности, но могут и при восстановлении поврежденной.
- Шпиндель или инструмент для вворачивания вставки. Он характеризуется тем, что рабочая часть напоминает резьбовую, на торце есть специальный зацеп.
- Вставка ремонтная, представленная спиралью ромбовидной формы. На одном конце сделали поводок, за счет которого осуществляется его вращение за счет соединения со шпинделем.


Кроме этого, некоторые технологии предусматривают использование эпоксидного клея, холодной сварки или других материалов. Выбор проводится в зависимости от конкретного случая
Способ восстановления резьбы
Каждый способ восстановления резьбы подходит для конкретного случая. Примером можно назвать использование эпоксидного клея, который может восстановить несущественное повреждение витков.
Если можно изменить размеры отверстия, то используется метчик. Он подбирается в зависимости от параметров уже имеющихся витков.
Рассматриваемый инструмент предназначен для получения витков на металле. В некоторых случаях увеличить диаметр нельзя, тогда применяется ввертыш. Подобное приспособление цилиндрической формы имеет снаружи и внутри витки с нужным шагом.  В некоторых случаях повреждение представлено отверстием, которое можно за плавить сваркой. После этого также проводится восстановление резьбы при использовании наиболее подходящего инструмента.
В некоторых случаях повреждение представлено отверстием, которое можно за плавить сваркой. После этого также проводится восстановление резьбы при использовании наиболее подходящего инструмента.
Применение эпоксидного клея
При использовании эпоксидного клея можно существенно ускорить процесс восстановления резьбы. Среди особенностей восстановительной работы отметим следующие моменты:
- Отверстие заполняется специальным веществом, после чего немного нужно подождать, пока оно затвердеет.
- Болт вкручивается для формирования требуемой поверхности, после чего вещество застывает.
Подобный метод не подходит для случая, когда крепежные изделия используются при условии высоких нагрузок или вибрации. Это связано с тем, что полимер после застывания не образует прочной и твердой поверхности.
Холодная сварка
Вместо полимерного клея может применяться холодная сварка. Она также наносится в виде пасты, после застывания образуется прочная и твердая поверхность. Процесс восстановления следующий:
- Перемешиваются оба компонента для получения требуемой пасты.
- Пастой заполняется поврежденная поверхность, после чего нужно подождать немного.
- Вкручивается болт.
 Холодная сварка может выдерживать достаточно большую нагрузку, но при этом проста в применении и обходится дешево.
Холодная сварка может выдерживать достаточно большую нагрузку, но при этом проста в применении и обходится дешево.
С применением метчика для нарезания резьбы
Метчик применяется для нарезания канавок, за счет которых и образуется требуемая геометрия. Рассматриваемый инструмент состоит из двух частей, может классифицироваться по большому количеству признаку. К особенностям проводимой работы отнесем следующие моменты:
- Инструмент смазывается маслом. За счет этого упрощается процесс образования витков.
- При работе на три оборота по ходу приходится 1,5 оборота в обратном направлении. Это делается для того, чтобы удалить стружку с зоны резания.
- Инструмент должен быть расположен строго вертикально поверхности.
- После образования требуемой поверхности используется контрольный болт. Первый проход может быть под небольшой нагрузкой, но после проблем возникать не должно.
На образование витков уходит относительно небольшое количество времени. При этом можно получить качественную и надежную резьбу, которая прослужит в течение длительного периода.
С использованием ввертыша
При применении ввертыша отверстие высверливается подходящих сверлом, после этого подбирается метчик соответствующего диаметра. В отверстие устанавливается ввертыш, верхняя часть при необходимости срезается.  После этого керном на границе наносятся засечки. Это делается для того, чтобы ввертыш не выкрутился из отверстия. В продаже встречаются самые различные варианты исполнения ввертышей, поэтому проблем с подбором не возникнет.
После этого керном на границе наносятся засечки. Это делается для того, чтобы ввертыш не выкрутился из отверстия. В продаже встречаются самые различные варианты исполнения ввертышей, поэтому проблем с подбором не возникнет.
Сварка для восстановления резьбы
Для того чтобы заплавить отверстие на поврежденной поверхности можно применить сварку. Среди особенностей отметим следующие моменты:
- Могут применяться самые различные методы варки.
- Процесс восстановления может усложниться при большой длине отверстия.
- После заваривания отверстия проводится нарезание при использовании метчика.
Процесс достаточно прост, но полученные витки не смогут выдержать высокую нагрузку.
Применение футорок
Восстановить подобные крепежные элементы можно и при применении футорка. Этот вид резьбового соединения представляет собой втулку, которая имеет наружный большой диаметр и внутренний с меньшим размером. 
Сфера применения футорков весьма большая. Примером можно назвать изготовление мебели или соединение различных труб, крепление спаренных колес.
В некоторых случаях, когда можно изменить диаметр соединения, футорок используется при повреждении витков.
Восстановление резьбы холодной сваркой
Холодная сварка сегодня применяется крайне часто. После застывания полученная паста становится прочной и твердой. Она применяется в нижеприведенных случаях:
- Соединение не подвергается вибрации.
- Оказываемая нагрузка невысокая.
- При восстановлении неответственных деталей.
При применении специальной пасты можно получить практически любую поверхность. Это связано с тем, что до полного застывания она находится в пластичном состоянии.
Выбор холодной сварки для резьбы
В продаже встречаются различные виды рассматриваемого вещества. При выборе учитываются следующие моменты:
- Рекомендуемая область применения.
- Особенности изготовления рабочей смеси.
- Условия эксплуатации: температура, влажность и некоторые другие моменты.
 Большинство вариантов исполнения представлены двумя компонентами, которые смешиваются для получения пасты. Стоит учитывать, что в пластичном состоянии вещество находится не долго.
Большинство вариантов исполнения представлены двумя компонентами, которые смешиваются для получения пасты. Стоит учитывать, что в пластичном состоянии вещество находится не долго.
Недостатки и преимущества
Каждый метод имеет свои достоинства и недостатки. Примером назовем следующее:
- Холодная сварка и полимеры могут использоваться в случае, когда нельзя изменить диаметр отверстия. Однако, получающиеся витки характеризуются низкой прочностью.
- Метчик используется только в случае, когда можно немного увеличить отверстие. При этом получаются качественные и прочные витки.
- Вкладыши позволяют расширить область применения режущего инструмента, но восстанавливаемая резьба также не рассчитана на большую нагрузку.
В целом можно сказать, что существует просто огромное количество способов восстановления крепежных элементов. Выбор проводится в зависимости от того, где оно используется и какая нагрузка оказывается.
Проблемы, возникающие при нарезании резьбы, могут быть совершенно различными: слишком высокая скорость резания, недостаточный подвод СОЖ, применена недостаточно прочная марка твёрдого сплава и так далее. Данные проблемы решаемые и имеют различные пути решения. Чтобы устранить все неполадки, предлагаем ознакомиться с данной статьей.
| Проблема | Причина | Метод устранения |
| Большой износ задней поверхности | Слишком высокая скорость резания | Понизить скорость резания |
| Слишком малая глубина врезания | Уменьшить количество проходов | |
| Пластины находится над центром | Отрегулировать высоту пластины |
| Неравномерный износ правой и левой стороны пластины | Неправильно выбран метод врезания | Изменить метод врезания |
| Угол наклона пластины не соответствует углу подъема винтовой линии резьбы | Произвести замену подкладной пластины с правильным углом | |
| Поломка | Недостаточная скорость врезания | Увеличить скорость резания |
| Слишком велика скорость врезания | Увеличить количество проходов, снизить величину врезания | |
| Нестабильное резание | Лучше закрепить заготовку и оптимизировать вылет резца для предотвращения вибрации | |
| Неудовлетворительный контроль за сходом стружки | Повысить давления СОЖ для лучшего свода стружки | |
| Пластическа деформация | Слишком велика скорость резания и температура | Понизить скорость резания. Увеличить количество проходов снизить величину врезания |
| Неудовлетворительная подача СОЖ | Улучшить подачу СОЖ | |
| Неудовлетворительное качество поверхности и резьбы | Недостаточная скорость резания | Увеличить скорость резания |
| Пластина находится над центром | Отрегулировать высоту пластины | |
| Неудовлетворительный контроль за сходом стружки | Изменить величину врезания | |
| Неверный профиль резьбы | Пластина находится не по центру | Отрегулировать высоту пластины |
| Державка стоит не под углом 90° | Установить державку строго под углом 90° к оси заготовки | |
| Ошибка станка по шагу | Исправить ошибку станка | |
| Занижен профиль резьбы | Пластина установлена не по центру | Отрегулировать высоту пластины |
| Поломка режущей кромки | Заменить пластину | |
| Слишком большой износ | Заменить пластину | |
| Появление нароста на режущей кромке | Слишком низкая температура в зоне резания | Увеличить скорость резания |
| Часто происходит при обработке углеродистых или нержавеющих сталей | Использовать сплав с повышенной прочностью (с покрытием PVD) | |
| Вибрации | Неверно выбранные режимы резания | Увеличить скорость резания или сильно уменьшить |
| Пластина установлена не по центру | Отрегулировать высоту пластины | |
| Слабое крепление заготовки | Улучшить зажим заготовки и уменьшить вылет инструмента |
Данный способ восстановления резьбы показал мне мой отец в свое время, а ему — его отец (мой дед). Повреждение резьбы в отверстиях, особенно когда они выполнены в деталях из алюминиевых, магниевых или медных сплавов, происходит довольно часто. С такой проблемой массово сталкиваются на ремонтных предприятиях, станциях технического обслуживания, в быту и т. д.

Может так оказаться, что под рукой нет метчика соответствующего размера, а деталь с поврежденной резьбой громоздкая и прочно закреплена к машине или механизму, например, как кожух сцепления к двигателю и коробке перемены передач.
Кажется, положение безвыходное. Но, оказывается, существует довольно простой, но эффективный способ восстановления резьбы на месте с помощью обыкновенного стального болта соответствующего размера, даже, возможно, выкрученного из того же отверстия с повреждениями.
Для осуществления способа нам понадобится мини болгарка с небольшим и тонким диском. Если она отсутствует, то можно обойтись обыкновенной ножовкой по металлу, благо пилить-то в принципе нечего. Приведем несколько конкретных примеров использования этого способа восстановления внутренней резьбы.
Восстановление резьбы выпускного коллектор автомобиля
Представьте себе выпускной коллектор, который в нескольких местах закрепляется к блоку цилиндров двигателя болтами или шпильками. Повреждение хотя бы одного отверстия такой детали представляет существенную проблему. Даже отсоединить этот узел от двигателя зачастую непросто: за многие годы эксплуатации он из-за высоких температур намертво прикипает к своему посадочному месту. А потом еще надо найти мастера с нужным метчиком, заплатить за работу…
Остается одно:
устранить проблему самому, поскольку смятый профиль в отверстии не позволит вкрутить в него болт, а даже может испортить резьбу и на нем.


Можно воспользоваться «родным», выкрученным только что, или другим, но точно таким же по размеру и профилю.
Зажимаем его головку в слесарных тисках так, чтобы стержень был направлен вверх. Затем ножовкой по металлу точно по центру стержня прорезаем паз примерно на 3-5 витков.

Далее обильно смазываем машинным маслом разрезанный болт и поврежденное место, и вкручиваем этот своеобразный метчик в него вначале от руки насколько хватит сил, далее – гайковертом, вкручивая и выкручивая его несколько раз подряд.


В результате резьбовые выступы на болте, разрезанные пазом, входят в углубления и постепенно срезают смятия.

Выкрутив после этого наш своеобразный метчик, убеждаемся, что сам он остался цел, а что еще важнее – он полностью восстановил профиль в отверстии.

Теперь в него можно ввернуть этот или другой такой же болт до конца силой одной руки и закрепить деталь в предназначенное для нее место.

Крепление петли капота
Иногда этот дефект возникает в отверстии, к которому крепится петля капота. Поступаем точно так же, как и с выхлопным коллектором.

Крепежный болт закрепляем в тисках и выполняем паз на его стержне, добавляя смазки, после чего закручиваем его от руки, пока это возможно.

Далее процесс продолжаем с помощью гайковерта, несколько раз заворачивая и отворачивая самодельный метчик.

При этом, разрезанные профили его резьбы, приводят в порядок профиль в отверстии, выполняя функции метчика. Вынув болт, можно убедиться, что резьба на нем и внутри в полном порядке. Болт в него теперь легко вкручивается от руки. Если затем его поджать гайковертом, то он обеспечит необходимое усилие затяжки.


Восстановление резьбы на блоке цилиндров двигателя
Рассматриваемая проблема может возникнуть и на блоке цилиндров двигателя, особенно если он изготовлен из алюминиевого сплава. Забитая или смятая резьба в отверстии не позволяет установить болт как положено. Он либо не вкручивается, либо стремиться пойти не так, как нужно.

Повторяем процедуру, которую мы использовали с выхлопным коллектором и узлом крепления петли на капоте. Стержень зажатого в тиски болта разрезается с конца ножовкой по металлу на глубину нескольких витков.

Затем, удалив с него металлические частицы, и обильно смазав, закручиваем от руки в отверстие с повреждениями. Как только болт надежно войдет туда на несколько витков, берем в руки гайковерт и осторожно и постепенно вворачиваем и выворачиваем его, пока не пройдем все глубину до конца.

Убеждаемся, что резьба в отверстии восстановлена, а на болте она не получила повреждений. Доказать это можно вкручиванием его на место на всю глубину от руки.

Вывод
Этот на удивление простой способ восстановления резьбы в отверстиях, учитывая, что ежедневно в мире производятся миллионы болтов, можно причислить к выдающимся техническим решениям.
Смотрите видео
Восстановление резьбы
Соединения, формируемые с помощью резьбы, нашли широкое применение в различных областях промышленного производства. Не является исключением и сфера быта. Но под воздействием рабочих нагрузок витки резьбовой нити могут повредиться. В результате степень надежности и уровень прочностных характеристик соединения снизятся. Сегодня разработан не один метод восстановления поврежденного участка резьбы. Каждому из них присущи свои особенности.
Технология восстановления
Применение в настоящее время т.н. восстановителя резьбы, представляющего собой специальный химический компаунд – явление крайне редкое. Обычно с этой целью используется инструментарий, присутствующий в арсенале опытного домашнего мастера. В частности,
-
диаметры отверстий изменяются с помощью сверл; -
непосредственное нарезание витков осуществляется с помощью плашек – на стержневых крепежных деталях – и метчиков в гайках. Стоят они довольно-таки дешево. С их использованием обычно создается новая резьбовая нить, но возможно посредством этого инструмента восстановить и поврежденную; -
вставка ремонтная представляет собой спираль с ромбовидным сечением. Ее один конец выполнен в виде поводка. Данный элемент после соединения со шпинделем обеспечивает возможность вворачивания самой вставки; -
для вворачивания вставки применяется инструмент под названием шпиндель. Его рабочий сегмент со специальным зацепом на торце схож с резьбовым;
Также существуют способы, предусматривающие применение холодной сварки, синтетического термореактивного продукта, получившего название эпоксидный клей, и иных материалов. Чтобы правильно выбрать подходящий метод, учету подлежат условия, в которых будут проводиться работы по восстановлению резьбы, а также ее дальнейшей эксплуатации.
Способы восстановления
Рассмотрим наиболее эффективные методы восстановления поврежденной резьбы.
С помощью метчика
Разработаны несколько вариантов данного способа, предусматривающие сохранение резьбового диаметра.
Наплавка
Этот метод применяется, если недостаточной уровень прочностных характеристик сформированной резьбы некритичен, либо когда реализовать иные методики не представляется возможным. Он включает следующие этапы:
-
рассверливание отверстия с поврежденной резьбой; -
наплавка гнезда посредством газовой или электродуговой сварки; -
обработка поверхности абразивным инструментом с ее последующей шлифовкой заподлицо; -
высверливание отверстия с заданным диаметром; -
нарезание резьбовой нити метчиком.
Применять наплавку к алюминиевым деталям нельзя. Причина – этот металл имеет свойство поглощать газы, ввиду чего в наплавленной толще образуются поры.
Ввертыши
Ввертышом принято называть шпильку, вдоль продольной оси которой проделано резьбовое отверстие нужного диаметра. Изготовить такую деталь можно своими руками.

От шпильки отрезается участок требуемой длины, а затем в нем высверливается отверстие. Восстановление резьбы с помощью ввертыша выполняется так:
-
в гайке с поврежденной резьбовой накаткой просверливается отверстие под его внешний диаметр; -
посредством метчика нарезается резьбовая нить; -
ввертыш завинчивается заподлицо с опорной поверхностью гайки. Если необходимо, торец подвергается фрезерованию; -
на кромки отверстия в гайке и внешней резьбы ввертыша керном наносятся насечки. Так будет исключено самопроизвольное вывинчивание самого ввертыша.
Спиралевидные вставки
Конструктивное исполнение этих деталей описано выше. Что же касается их применения, то данный процесс состоит из следующих этапов:
-
Поврежденное отверстие рассверливается. Диаметр сверла указывается в сопроводительной документации к приобретенной вставке. -
Метчиком (он входит в комплект поставки) нарезается резьбовая нить. -
Вставка вкручивается. Делается это при помощи поводкового наконечника-язычка.
При использовании вставки нагрузка и натяг распределяются равномерно, дополнительная фиксация не нужна. Применяются эти детали также с целью усиления резьбового сопряжения.
Восстановление резьбы без использования метчика
Без применения метчиков восстановить резьбу так, чтобы она характеризовалась высокой надежностью, невозможно. Это аксиома. Существуют методы, предусматривающие лишь наращивание поврежденных поверхностей и повышение прочностных показателей, да и то – не выше определенного уровня.
Эпоксидный клей
Сразу необходимо отметить, что применение данного материала не подходит для восстановления резьбовых соединений, функционирующих при вибрации и высоких нагрузках. Также нецелесообразно использование эпоксидного клея, если предполагается его работа в условиях повышенных температур. Во всех остальных случаях нужно действовать так:
-
заполнить отверстие с поврежденной резьбой этим веществом; -
дождаться затвердевания полимера; - ввинтить стержневой крепеж;
-
дать соединению достичь необходимой прочности.

Болт выкручивается только после окончательного застывания клея.
Холодная сварка
Восстановление резьбы с помощью холодной сварки пользуется особой популярностью. Поэтому данный метод заслуживает более детального рассмотрения.
Применение
Само вещество, получившее название «холодная сварка», представляет собой жидкий полимерный двухкомпонентный компаунд, включающий металлические добавки. Применяется этот состав так:
-
из упаковки извлекаются оба тюбика;
-
элементы соединения подвергаются обезжириванию. Для этого используется вещество, находящееся в тюбике под номером «1»;
-
далее наносится содержимое тюбика под номером «2»;
-
затем составы, находящиеся в обоих тюбиках, выдавливаются в пропорции 1:1 на заранее подготовленную подложку и смешиваются, например, с помощью шпателя;
-
готовой смесью покрывается резьбовая нить болта;
-
болт ввинчивается в отверстие с ответной резьбой;
-
дав смеси затвердеть (величина требуемого для этого временного интервала указана в сопроводительной документации на холодную сварку либо просто на упаковке) болт нужно выкрутить.
Факт достаточного количества смеси подтвердит ее выдавливание наружу в ходе ввинчивания болта (этап №6).
Как выбрать
Анаэробный однокомпонентный восстановитель, имеющий консистенцию густой пасты используется нечасто. Причина – низкая эффективность. Ремонтные работы проводятся с использованием двух видов:
v плотные одно- или двухслойные брусочки, вызывающие по степени вязкости ассоциацию с пластилином. Они перед применением перемешиваются;
v жидкий состав, получаемый в результате смешивания клеящей массы с отвердителем.
С целью восстановления поврежденной резьбовой нити следует останавливать свой выбор на марках, характеризующихся высокой пластичностью. Тогда смесь заполнит все мелкие образовавшиеся изъяны. В случае, когда соединение подвергается частой разборке, использовать необходимо холодную сварку, обладающую повышенной твердостью, поскольку трение о металлическую поверхность может вызвать ее разрушение.
Преимущества
Из достоинств способа восстановления резьбы холодной сваркой эксперты выделяют:
-
невысокая стоимость;
-
технические характеристики восстанавливаемых деталей не претерпевают изменений поскольку термическое воздействие отсутствует;
-
простота использования. Для восстановления не нужна вспомогательная оснастка;
-
устойчивость к коррозионным процессам;
-
на рынке представлен широкий выбор холодной сварки от отечественных и иностранных предприятий.
Недостатки
К недостаткам необходимо отнести:
-
подверженность влиянию температурных перепадов и иных условий работы, связанных с воздействием внешней среды;
-
запрещен ремонт ответственных конструкций;
-
прочность невысокого уровня.
Заключение
Как видно, в распоряжении домашнего мастера имеется несколько технологий восстановления резьбы. В обобщенном виде их плюсы им минусы выглядят следующим образом:
-
использование ввертыша не допускает эксплуатацию резьбы при существенных нагрузках на соединение. Но это не помешало данной детали найти применение во многих сферах промышленного производства;
-
метчик используется, когда есть возможность незначительного увеличения диаметра отверстия. Сформированным с его помощью виткам присущи высокие прочностные свойства и хорошее качество;
-
полимерным компаундом либо холодной сваркой обычно пользуются при необходимости сохранения размеров восстанавливаемой резьбы. Но ожидать от витков особой прочности не стоит.
comments powered by

Клеевой стержень «Холодная сварка» используют для соединения деталей из металла, наращивания сколов, заливке трещин. Отличительная особенность метода – нет необходимости нагревания и повышенного температурного воздействия.
Соединение происходит как процесс склеивания, назван сваркой из-за крепости получаемого шва. Масса клея не проникает на внутриатомном уровне в поверхность частей, необходимых соединить. Неразъемное соединение происходит за счет других характеристик.
Технология восстановления внутренней и наружной резьбы
Сегодня восстановитель резьбы применяется при работе крайне редко. Чаще всего применяются распространенные инструменты:
- Сверло применяется для изменения размеров отверстия.
- Метчик и плашка предназначены для непосредственного нарезания витков. Они обходятся недорого, зачастую используются для нарезания новой поверхности, но могут и при восстановлении поврежденной.
- Шпиндель или инструмент для вворачивания вставки. Он характеризуется тем, что рабочая часть напоминает резьбовую, на торце есть специальный зацеп.
- Вставка ремонтная, представленная спиралью ромбовидной формы. На одном конце сделали поводок, за счет которого осуществляется его вращение за счет соединения со шпинделем.
Шпиндель

Кроме этого, некоторые технологии предусматривают использование эпоксидного клея, холодной сварки или других материалов. Выбор проводится в зависимости от конкретного случая
Продукция «Локтайт»
Эта компания также хорошо известна своей качественной и эффективной продукцией. Но в отличии от Helicoil, восстановитель резьбы «Локтайт» — это полностью химическое вещество. Фиксаторы резьбовых соединений этого бренда знает каждый.
Для решения любых проблем с резьбами компания предлагает анаэробные составы. Это однокомпонентные жидкие материалы с различной степенью вязкости. Они способны длительное время оставаться в своем исходном состоянии, а также быстро затвердевать в небольших зазорах соединяемых деталей или же в резьбе. Чтобы жидкая резьба начала полимеризоваться, нужно соблюсти два условия. Так, необходимо наличие ионов металла, а также минимальный контакт с воздухом. Как использовать восстановитель резьбы Loctite? Достаточно нанести состав на одну из соединяемых поверхностей в таком количестве, которого достаточно для полного заполнения ремонтных зазоров испорченной резьбы.

Производятся данные составы в виде стика, внутри которого содержится густая паста. Достаточно нанести смесь на ремонтируемый узел и после полимеризации резьба будет восстановлена.
Способ восстановления резьбы
Каждый способ восстановления резьбы подходит для конкретного случая. Примером можно назвать использование эпоксидного клея, который может восстановить несущественное повреждение витков.
Если можно изменить размеры отверстия, то используется метчик. Он подбирается в зависимости от параметров уже имеющихся витков.
Рассматриваемый инструмент предназначен для получения витков на металле.
В некоторых случаях увеличить диаметр нельзя, тогда применяется ввертыш. Подобное приспособление цилиндрической формы имеет снаружи и внутри витки с нужным шагом.

Метчик
В некоторых случаях повреждение представлено отверстием, которое можно за плавить сваркой. После этого также проводится восстановление резьбы при использовании наиболее подходящего инструмента.
Замена поврежденной резьбы в четыре простых шага
Рассматриваемый способ позволяет в условиях гаража, не имея на то специальных навыков, в четыре простых приема произвести ремонт изношенного резьбового отверстия в корпусных деталях из стали и цветных металлов.
Шаг 1 – Сверление
Удаление старой резьбы при помощи сверла. Для выбора диаметра сверла производители предлагают воспользоваться специальной таблицей, в которой указываются наиболее распространенные размеры восстанавливаемых резьбовых отверстий и рекомендуемый диаметр сверла.
Шаг 2 – Формирование резьбы
В рассверленном отверстии производят нарезку резьбы специальным метчиком, предлагаемым производителем, который имеет некоторые отличия от стандартного резьбонарезного метчика. Для работы со свечными отверстиями рекомендуется использовать ступенчатый метчик, позволяющий миновать процесс рассверливания.
Шаг 3 – Ввертывание вставки
Установка пружинной втулки в полученную резьбу выполняется установочным приспособлением (шпинделем с зацепом), входящим в комплектацию набора.
Шаг 4 – Удаление установочного язычка
После выкручивания шпинделя необходимо отломить и удалить язычок на спиральной вставке. Сделать это не сложно благодаря насечке на последнем витке и специально предусмотренному инструменту.
Применение эпоксидного клея
При использовании эпоксидного клея можно существенно ускорить процесс восстановления резьбы. Среди особенностей восстановительной работы отметим следующие моменты:
- Отверстие заполняется специальным веществом, после чего немного нужно подождать, пока оно затвердеет.
- Болт вкручивается для формирования требуемой поверхности, после чего вещество застывает.


Подобный метод не подходит для случая, когда крепежные изделия используются при условии высоких нагрузок или вибрации. Это связано с тем, что полимер после застывания не образует прочной и твердой поверхности.
Холодная сварка
Вместо полимерного клея может применяться холодная сварка. Она также наносится в виде пасты, после застывания образуется прочная и твердая поверхность. Процесс восстановления следующий:
- Перемешиваются оба компонента для получения требуемой пасты.
- Пастой заполняется поврежденная поверхность, после чего нужно подождать немного.
- Вкручивается болт.

Холодная сварка
Холодная сварка может выдерживать достаточно большую нагрузку, но при этом проста в применении и обходится дешево.
Спиральная вставка
Данный метод применяется в основном на снятом блоке, но при подходящей глубине колодца, расположении и размере можно избежать разбора двигателя. Перед тем как начинать восстановление внутренней резьбы, нужно проверить расположение клапанов и поршня для обеспечения места для вкручивания инструмента.
Производится подготовка отверстия под свечу метчиком комбинированного типа, дающим возможность работать без металлорежущего станка. При нахождении головки на двигателе закладывается в углубления пластичный смазочный материал, для того чтобы удержать стружку.
Метчик во время закручивания в нарушенное отверстие для свечи центрируется и вырезает резьбу без перекосов. Опорный фланец вставки способствует нештатному расположению свечи, при этом данный способ не подходит для головок, имеющих коническое уплотнение из-за небольшого диаметра колодцев.

С применением метчика для нарезания резьбы
Метчик применяется для нарезания канавок, за счет которых и образуется требуемая геометрия. Рассматриваемый инструмент состоит из двух частей, может классифицироваться по большому количеству признаку. К особенностям проводимой работы отнесем следующие моменты:
- Инструмент смазывается маслом. За счет этого упрощается процесс образования витков.
- При работе на три оборота по ходу приходится 1,5 оборота в обратном направлении. Это делается для того, чтобы удалить стружку с зоны резания.
- Инструмент должен быть расположен строго вертикально поверхности.
- После образования требуемой поверхности используется контрольный болт. Первый проход может быть под небольшой нагрузкой, но после проблем возникать не должно.
На образование витков уходит относительно небольшое количество времени. При этом можно получить качественную и надежную резьбу, которая прослужит в течение длительного периода.
Как нарезать правильно
Наносить резьбу можно на практически любые металлы и их сплавы — сталь, медь, алюминий, чугун, бронзу, латунь и т.д. Не рекомендуют делать ее на каленом железе — оно слишком жесткое, при работе будет крошиться и качественных витков добиться не удастся, а значит, соединение будет ненадежным.

Инструмент для работы
Подготовка
Работать надо на чистом металле — удалить ржавчину, песок и другие загрязнения. Затем место, где будет наносится резьба, необходимо смазать (кроме чугуна и бронзы — с ними надо работать «на сухую»). Для смазки есть специальная эмульсия, но если ее нет, можно использовать размоченное мыло. Также можно использовать другие смазки:
- льняное масло для стали и латуни;
- скипидар для меди;
- керосин — для алюминия.

Параметры метрической резьбы

Часто можно услышать советы использовать при нарезании резьбы машинное или минеральное масло или даже сало. Они работают неплохо, но специалисты говорят, что лучше этого не делать — стружка будет прилипать к вязкой субстанции, что приведет к быстрому износу метчика или плашки.
Процесс нарезки
При нарезке наружной резьбы плашку размещают строго перпендикулярно к поверхности трубы или прута. При работе она не должна вилять, иначе витки получатся неровными и соединение будет некрасивым и ненадежным. Особенно важны первые витки. От того, как они «лягут» зависит не будет ли затем соединение с перекосом.
Нанося внутреннюю резьбу, деталь фиксируют неподвижно. Если это небольшой кусок, его можно зажать в тисках. Если большая пластина — обеспечьте ее неподвижность доступными методами, например, зафиксировав брусками. М
Метчик в отверстие вставляют так, чтобы его ось была параллельна оси отверстия. С небольшим усилием, понемногу, начинают крутить в заданном направлении. Как только почувствуете что сопротивление усилилось, выкручиваете метчик обратно и очищаете его от стружки. После чистки процесс продолжают.

Процесс нарезки в фото
При нарезании резьбы в глухом отверстии, его глубина должна быть немного больше требуемой — в этот излишек должен входить кончик метчика. Если конструктивно такое невозможно, у метчика отрезают кончик. При этом к дальнейшей эксплуатации он не пригоден, но другого выхода нет.
Для того чтобы витки получились качественными, используют два метчика или плашки — черновую и чистовую. Первый проход делают черновой, второй — чистовой. Также есть комбинированные устройства для нанесения резьбы. Они позволяют сделать все за один проход.
Еще один практический совет: чтобы стружка не попадала в рабочую зону, при нарезании делают один полный оборот по часовой стрелке, затем пол оборота против. После этого возвращают инструмент в то место, где остановились и снова делают один оборот. Так продолжают до требуемой длины.
С использованием ввертыша
При применении ввертыша отверстие высверливается подходящих сверлом, после этого подбирается метчик соответствующего диаметра. В отверстие устанавливается ввертыш, верхняя часть при необходимости срезается.

Ввертыш для восстановления резьбы
После этого керном на границе наносятся засечки. Это делается для того, чтобы ввертыш не выкрутился из отверстия. В продаже встречаются самые различные варианты исполнения ввертышей, поэтому проблем с подбором не возникнет.
Типы продукции Helicoil
Данный восстановитель резьбы представляет собой набор из метчика соответствующего размера, шпинделя, сверла, ломателя поводка. Также в наборе имеется несколько резьбовых вставок. Их можно при необходимости приобретать отдельно.

Применение футорок
Восстановить подобные крепежные элементы можно и при применении футорка. Этот вид резьбового соединения представляет собой втулку, которая имеет наружный большой диаметр и внутренний с меньшим размером.

Комплект футорок
Сфера применения футорков весьма большая. Примером можно назвать изготовление мебели или соединение различных труб, крепление спаренных колес.
В некоторых случаях, когда можно изменить диаметр соединения, футорок используется при повреждении витков.
Вставка с закрепляющим пояском
После формирования детали наружная и внутренняя резьба нарезаются таким образом, чтобы не возникали совмещения впадин и выступов профиля, что позволяет добиться требуемой прочности элемента. При помощи установочного устройства вставка заворачивается в свечные колодцы с большой глубиной и достаточно легко убирается с наружной стороны. Термостойкий клей поможет в обеспечении герметичности. На двух внешних витках вставки должна присутствовать накатка для плотной фиксации после развальцовки при помощи специального профиля.
Выбор холодной сварки для резьбы
В продаже встречаются различные виды рассматриваемого вещества. При выборе учитываются следующие моменты:
- Рекомендуемая область применения.
- Особенности изготовления рабочей смеси.
- Условия эксплуатации: температура, влажность и некоторые другие моменты.

Восстановление резьбы холодной сваркой
Большинство вариантов исполнения представлены двумя компонентами, которые смешиваются для получения пасты. Стоит учитывать, что в пластичном состоянии вещество находится не долго.
Недостатки и преимущества
Каждый метод имеет свои достоинства и недостатки. Примером назовем следующее:
- Холодная сварка и полимеры могут использоваться в случае, когда нельзя изменить диаметр отверстия. Однако, получающиеся витки характеризуются низкой прочностью.
- Метчик используется только в случае, когда можно немного увеличить отверстие. При этом получаются качественные и прочные витки.
- Вкладыши позволяют расширить область применения режущего инструмента, но восстанавливаемая резьба также не рассчитана на большую нагрузку.
В целом можно сказать, что существует просто огромное количество способов восстановления крепежных элементов. Выбор проводится в зависимости от того, где оно используется и какая нагрузка оказывается.
Преимущества работ с клеевой массой
Восстановление сколов и трещин на резьбе металлических деталей с помощью состава «Холодная сварка» имеет ряд преимуществ.
- Доступность товара. Клей можно приобрести по приемлемой для конкретного покупателя цене, необходимой емкости и выбранной марки;
- Разнообразие и широкий выбор товара. Имеется большое количество марок и производителей состава;
- Не требуется проводить демонтаж конструкций до начала работ;
- Не подвергается коррозии поверхности;
- Легкость применения. Подготовка к эксплуатации клея не предполагает длительности процедуры, не нужны многочисленные дополнительные приспособления;
- Не требуется проходить обучение. Опыт работы с клеем клиент получает самостоятельно, внимательно соблюдая инструкцию;
- Нет необходимости в термической обработке металлических изделий, поэтому не меняются свойства деталей. Особенно удобен способ для небольших сколов, дыр или трещин. Также им преимущественно пользуются, если толщина резьбы небольшая;
- Низкая цена.


Вопрос 38 Ремонт резьбовых соединений
Существуют следующие виды резьбовых соединений:
— болтовое; целесообразно применять в соединениях небольшой толщины и часто подвергаемые сборке и разборке;
— винтовое; используется когда болтовое соединение не применимо, из-за того, что нет места гайке;
— с помощью шпильки; применяют в условиях частой разборки.
Резьбовые соединения выполняются как при помощи резьбовых крепежных деталей, так и посредством резьбы, нарезанной в корпусах, валах и др. деталях.
В резьбовых соединениях, особенно воспринимающих во время работы большие или знакопеременные нагрузки, повышенные износы и повреждения возникают из-за недостаточной затяжки винтов и гаек. Резьба разрушается также от чрезмерных затяжек гайки или винта. При совместном воздействии различных нагрузок наблюдается износ резьбовых соединений,
проявляющийся следующим образом:
— болты и винты растягиваются; удлиняется в результате действия осевых рабочих нагрузок и усилий затяжки стержень болта;
— шаг резьбы и ее профиль нарушаются; изменяется профиль резьбы по среднему диаметру — увеличивается зазор (наблюдается у винтов и часто отвертываемых крепежных болтов);
— гайки «заедают» (изменяется под действием осевых рабочих нагрузок шаг резьбы) ;
— износ граней головок болтов и гаек.
— сминаются под действием рабочих нагрузок рабочие поверхности профиля резьбы;
Изношенные или поврежденные крепежные болты и винты не ремонтируют, а заменяют новыми.
Для облегчения разъема соединений производят остукивание гайки, вводят керосин в резьбовое соединение, срубают гайки.
Дефекты деталей резьбовых соединений и их ремонт;
1) Износ, срыв, смятие резьбы на болтах, валах:
— срезают изношенную резьбу и (если это допускается условиями прочности) нарезают новую, обрабатывая ее до ближайшего диаметра по стандарту; (детали значительного диаметра).
— на деталь насаживают втулку либо бандаж с резьбой (детали значительного диаметра).
2) Износ, срыв, смятие резьбы в корпусах:
Изношенную или сорванную резьбу в отверстиях детали обычно не восстанавливают, производя ремонт следующим образом:
а) отверстие просверливают на большую глубину (если это возможно) и снова нарезают в нем резьбу; в углубленное отверстие ввертывают новый винт с удлиненной резьбовой частью;
б) отверстие рассверливают, нарезают новую резьбу большего диаметра и ставят новые винты с резьбой данного диаметра; отверстие для винта во второй соединяемой детали рассверливают.
в) изготовляют взамен старой шпильки новую с уступом и резьбой двух диаметров (рисунок 4.63, а):большего — для завинчивания шпильки в одну из соединяемых деталей и меньшего — для соединения со второй и стягивания их гайкой;
г) восстанавливают номинальную (первоначальную) резьбу: существующее отверстие рассверливают, нарезают новую резьбу, затем изготовляют, переходную втулку (с наружной и внутренней резьбой, рассчитанной на нормальный винт), устанавливая ее заподлицо с плоскостью детали и стопоря штифтом (рисунок 4.63, б).Однако при этом переходная втулка должна быть толстостенной, поэтому предпочтительнее устанавливать ее на эпоксидном клее (рисунок 4.63, в)
д) изношенное резьбовое отверстие в детали «заглушают», высверливая рядом с ним другое отверстие и нарезая в нем резьбу требуемого диаметра. Новое отверстие просверливают и во второй соединяемой детали.
Рисунок 4.63 — Схемы ремонта резьбовых соединений с помощью установки:
а —
новой шпильки с уступом двух диаметров,
б
— втулки с наружной и внутренней резьбами,в — втулки на клей
3 Забоины, вмятины на резьбе устраняются «прогонкой» метчиками, плашками или сопряженной деталью.
4 Смятие граней гаек, головок болтов устраняется запиливанием или наплавкой, с последующей обработкой граней.
5 Непрямолинейность оси стержня, болта, винта, шпильки устраняются правкой в тисках или с помощью винтового пресса.
Способ восстановления резьбы
Повреждённую резьбу можно полностью восстановить по следующей технологии:
1. Рассверлить резьбовое отверстие до диаметра, указанного в приведённой ниже таблице 2. Нарезать в нём резьбу особого профиля специальным метчиком 3. Ввернуть в полученную резьбу спиральную ремонтную вставку (футорку из прочной нержавеющей стали, с помощью специального инструмента.

Резьбовая вставка
После такой операции резьба становится более прочной, чем первоначальная в исправном состоянии. Этот эффект особенно заметен, когда резьба выполнена в мягком материале, например, алюминии. При срыве болта (шпильки) в резьбовой вставке эффект “закусывания” отсутствует. Сорванный болт (шпильку) можно легко вывернуть.
Посмотрите видео, как используется резьбовая вставка

Какие возможности есть у резьбовых вставок
Особенно актуален этот способ для восстановления резьбовых отверстий в корпусных деталях автомобильных двигателей, например, свечного отверстия. Резьба под свечу становится очень прочной и надёжной.
Резьбовая вставка вкручена
Резьбовая вставка вкручена
Если сорвана резьба под шпильку, иногда рассверливают её, и нарезают резьбу следующего размера. В таком случае приходится применять ступенчатую шпильку неизвестного происхождения, сомнительного качества. Да и не всякую ступенчатую шпильку найдёшь в нужный момент. Если же отремонтировать отверстие с применением резьбовой вставки, остаётся возможность применить штатную, фирменную шпильку.
Ещё одно применение ремонтных резьбовых вставок – в латунных гайках выхлопного коллектора. Получается гайка, совмещающая очень прочную резьбу и свойство не «пригорать» к шпилькам.
Владельцам некоторых иномарок стоит обратить внимание и на возможность замены резьбы М12 х 1,5 на резьбу М12 х 1,25. Нередко случается, что болт с такой резьбой повреждён, а найти его в розничной сети в вашем городе практически невозможно (в нашем магазине есть такие болты)
Токарь приличный болт не выточит, т.к. резьба на заводских болтах формируется давлением (накаткой), что обеспечивает необходимую прочность. А на токарном станке резьба получается резцом, при этом волокна стального прутка перерезаются и витки резьбы не могут нести необходимой нагрузки.
Если заменить резьбу в корпусной детали на более распространённую в России М12 х 1,25, появляется возможность подобрать болт необходимых размеров и прочности в ассортименте Российских и Европейских производителей автомобильного крепежа, представленных в нашем каталоге.
Видео – как работает резьбовая вставка, демонстрация
Какие инструменты применяются при восстановлении резьбы

1. Сверло
Диаметр сверла выбирается из таблицы.
Таблица подбора диаметров свёрл для наиболее распространённых резьбовых отверстий
| № п/п | Размеры восстанавливаемой резьбы | Диаметр сверла |
| 1 | М5 х 0,8 | 5,2 |
| 2 | М6 х 1 | 6,3 |
| 3 | М8 х 1 | 8,3 |
| 4 | М8 х 1,25 | 8,4 |
| 5 | М10 х 1 | 10,25 |
| 6 | М10 х 1,25 | 10,4 |
| 7 | М10 х 1,5 | 10,5 |
| 8 | М12 х 1,25 | 12,25 |
| 9 | М12 х 1,5 | 12,5 |
| 10 | М12 х 1,75 | 12,5 |
| 11 | М14 х 2 | 14,5 |
| 12 | М14 х 1,5 | 14,5 |
| 13 | М14 х 1,25 (под свечу) | 14,25 |

2.Метчик
Для ремонта свечного отверстия рекомендуется метчик ступенчатый. Он центрируется в старом отверстии своей заходной частью, и сразу нарезает новую резьбу, минуя операцию рассверливания.
Ступенчатый метчик существенно уменьшает риск порчи свечного отверстия, но он заметно дороже обычного.
Для удлинения метчика при ремонте глубоко утопленного свечного отверстия можно использовать обычную торцовую двенадцатигранную головку на 10 с соответствующим инструментом.

3.Шпиндель (инструмент для вворачивания вставки)
Рабочая часть шпинделя похожа на резьбовую часть болта, с зацепом на торце.
4.Вставка ремонтная
Вставка представляет собой спираль ромбовидного профиля.
На одном конце её имеется поводок, за который вставка вращается шпинделем. Вставки имеют разные длины.
С применением метчика для нарезания резьбы
Метчик применяется для нарезания канавок, за счет которых и образуется требуемая геометрия. Рассматриваемый инструмент состоит из двух частей, может классифицироваться по большому количеству признаку. К особенностям проводимой работы отнесем следующие моменты:
- Инструмент смазывается маслом. За счет этого упрощается процесс образования витков.
- При работе на три оборота по ходу приходится 1,5 оборота в обратном направлении. Это делается для того, чтобы удалить стружку с зоны резания.
- Инструмент должен быть расположен строго вертикально поверхности.
- После образования требуемой поверхности используется контрольный болт. Первый проход может быть под небольшой нагрузкой, но после проблем возникать не должно.
На образование витков уходит относительно небольшое количество времени. При этом можно получить качественную и надежную резьбу, которая прослужит в течение длительного периода.
Способы ремонта
Можно восстановить сорванную резьбу при помощи рассверливания отверстия под больший диаметр и нарезки новой. Это достаточно эффективный метод. Но не всегда конструктивные особенности позволяют рассверлить отверстие. Среди достоинств такого метода – доступность и дешевизна, а также отсутствие необходимости в каких-либо других деталях. Но при этом изменится размер и другие характеристики резьбы. Также за счет увеличения диаметра отверстия конструкция может ослабиться.

Наряду с простым рассверливанием можно установить специальную резьбовую втулку. Эту технологию применяют в том случае, когда нет возможности для рассверливания ремонтного отверстия. Метод достаточно простой, а отличается он тем, что характеристики резьбы никак не изменяются. Но отверстие большего диаметра не всегда можно изготовить, а еще ремонтную втулку в отверстии нужно надежно зафиксировать.
Есть и третий, более эффективный, способ ремонта, который не имеет существенных недостатков. Здесь применяется восстановитель резьбы. Это специальные комплекты, состоящие из резьбовых вставок или металлонаполненных химических продуктов. Этот способ восстановления хорош тем, что использовать его можно везде, даже при ремонте автомобиля в поле. Существует несколько современных продуктов для ремонта резьбовых соединений.
На сегодняшний день особой популярностью у специалистов пользуется продукция таких брендов, как Helicoil, а также Loctite. Существуют и другие производители, которые изготавливают подобные наборы для ремонта резьбы. Но их эффективность значительно ниже.
Как восстановить резьбу в отверстии без метчика
Вопрос, как восстановить резьбу в отверстии без метчика, часто задают люди, вообще не разбирающиеся в резьбовых соединениях. На этот вопрос есть лишь один ответ. Восстановить резьбу для получения максимальной надежности без использования обычных или специальных метчиков невозможно. Есть лишь способы нарастить поврежденные поверхности и усилить прочность соединений до определенных уровней.
Использование эпоксидного клея
Этот способ не подходит для восстановления и усиления соединений, подвергающихся высоким нагрузкам и вибрациям. Эпоксидный клей также нет смысла использовать, если узлы и конструкции работают при высоких температурах.

Фотография №4: эпоксидный клей для восстановления резьбы
Если же нет необходимости обеспечения высокой надежности соединения, действуйте так.
Заполните эпоксидным клеем отверстие.
Подождите пока полимер затвердеет.
Дождитесь набора порочности.
Холодная сварка
Холодную сварку также можно применять только при работе с неответственными деталями, не подвергающимися высоким нагрузкам и вибрациям. Соединения получаются более надежными, чем при использовании для восстановления резьб эпоксидного клея.
Чаще всего в нашей стране применяют двухкомпонентные составы следующих марок.

Фотография №5: холодная сварка ABRO
При использовании для восстановления резьбы двухкомпонентной холодной сварки действуйте так.
Вскройте упаковку и вытащите компоненты.
Тщательно обезжирьте поверхности наружной (на предназначенном для вкручивания изделии) и внутренней (в отверстии) резьб. Для этого используйте состав из первого тюбика. Обрабатывайте все тщательно. Наличие налета и мусора ухудшит результат сварки.
Обработайте поврежденную внутреннюю резьбу антиадгезионным составом из второго тюбика.
Смешайте в равных долях вещества из первого и второго тюбиков. Выдавливайте составы на неметаллическую поверхность. Для равномерного (!) перемешивания используйте шпатель.
Нанесите полученную смесь на предназначенное для вкручивание изделие.
Обеспечьте необходимый температурный режим.
Не трогайте детали в течение указанного в инструкции времени.
Обратите внимание! Не жалейте смесь. При вкручивании изделия ее излишки должны вылезать от давления наружу
Это обеспечит правильное формирование витков при восстановлении резьбы.
Метчики — это специальные приспособления, предназначенные для нарезания и калибровки внутренних резьб. Ниже мы рассмотрим все особенности этих металлорежущих инструментов. Прочитав статью, вы получите ответы на следующие вопросы.
Нужно нарезать резьбу, а под рукой нет воротка? Не расстраивайтесь. За полчаса вы при наличии подходящих деталей сможете сделать метчикодержатель своими руками. Тратить время на поход в магазин не придется. В этой статье мы в деталях расскажем, как изготовить самодельный вороток в домашних условиях.
С необходимостью вытащить сломанный метчик из сквозных или глухих отверстий иногда сталкиваются даже опытные мастера. В этой статье мы опишем способы решения данной проблемы.
Какой выбрать метчик, если перед мастером стоит задача просверлить отверстия с внутренней резьбой для восстановления шпилек, гаек, сорванных болтов и проведения аналогичных работ? Предлагаем следовать рекомендациям — учесть описанные ниже параметры.
Метчики и плашки, еще их называют лерками, незаменимый резьбонарезной инструмент в современном машиностроении. Причем они могут использоваться как для нарезания резьбы ручным способом, так и для формирования резьбы при помощи станка.
Плашки предназначены для нарезания наружных резьб. Инструмент конструкционно похож на гайку с режущими зубцами и отверстиями для закрепления в воротке.
Метчик — основной инструмент для нарезания внутренних резьб.
Выбор материала для восстановления резьбы
Как было отмечено выше, на рынке представлен широкий ассортимент материала для холодной сварки производимого различными компаниями.

Наличествующие в продаже марки материала подразделяются на две основные разновидности – жидкие и пластичные.
- Жидкие содержат в себе отвердитель и основную массу, обеспечивающую склеивание материалов.
- Пластичные внешне напоминают пластилин. Однослойный или двухслойный брусок необходимо тщательно размять и перемешать непосредственно перед использованием.

Выбор продукции для восстановления внутренней резьбы требует серьезного подхода
Важно обратить внимание на параметры прочности и пластичности. Достаточная пластичность позволит придать материалу максимально точную форму, даже в случае с мельчайшими деталями. Прочность гарантирует достаточную надежность соединения материала с ремонтируемой поверхностью
Прочность гарантирует достаточную надежность соединения материала с ремонтируемой поверхностью.
Наибольшей популярностью в настоящее время пользуется продукция, выпускаемая под марками Алмаз, ABRO, Hi-Gear и Полимет.

Восстановление наружной и внутренней резьбы холодной сваркой – пошаговая инструкция
Оптимальным вариантом для восстановления резьбы является двухкомпонентный материал, продающийся в двух отдельных тюбиках.

Восстановление резьбы осуществляется следующим образом:
- после распаковки материала, веществом, содержащимся в первом тюбике, необходимо тщательно очистить и обезжирить восстанавливаемую поверхность резьбы. К этой процедуре следует подойти ответственно, так как наличие частиц металлической стружки или налета может повлиять на качество соединения;
- поверхность резьбового элемента обработать антиадгезионным веществом из второго тюбика;
- выдавить из тюбиков одинаковое количество содержимого из обоих тюбиков на неметаллическую поверхность и тщательно перемешать поставляемым в комплекте шпателем;
- нанести полученную смесь на восстанавливаемый участок резьбового элемента и ввернуть его в отверстие соответствующего диаметра;
- по прошествии времени, указанного в инструкции, деталь можно вывернуть – при соблюдении всех условий технологии, резьба будет восстановлена.

Важным условием качественного ремонта резьбы является тщательное перемешивание компонентов холодной сварки до получения однородной консистенции.
Смесь необходимо наносить на ремонтируемую деталь в таком количестве, чтобы ее излишки при выворачивании резьбы под давлением выходили наружу, что обеспечивает оптимальное формирование шага и формы витков.

С ремонтной вставкой
В случае, когда вышеописанный способ не подходит, выручит ремонтная вставка, или футорка.
Порядок работы следующий:
- Подготавливаем футорку нужного размера.
- При помощи метчика, размер которого соответствует наружному диаметру вставки, прорезаем отверстие для ввинчивания футорки.
- После тщательной очистки от стружки устанавливаем вставку и фиксируем ее стопорным кольцом. В результате отверстие будет выглядеть так, как на фото, и будет полностью идентичным старому.
Если соблюсти все тонкости установки вставки с двусторонней резьбой, то надежность такого способа ремонта будет наивысшей. Единственным минусом такого вида ремонта является необходимость иметь в запасе много вставок нужного диаметра и метчик.
Как самому отремонтировать крышку расширительного бачка и почему это важно
Причин для порчи резьбы на алюминиевых деталях достаточно много
Одно неосторожное движение или сила, которой оказалось слишком много для затягивания, становится началом новой проблемы. Но она очень легко решается, если знать и правильно применять способы ремонта, которыми пользуются опытные автолюбители и профессиональные автослесари
Образование: среднее специальное. Специальность: автослесарь. Профессиональная диагностика, ремонт, ТО легковых авто зарубежного производства 2000-2015 г.в. Большой опыт работы с Японскими и Немецкими авто.
2 комментария
- Денис says: Не понимаю, зачем выеживаться и делать из болта метчик, когда можно взять готовый метчик.
- skivko1 says: Пригодится кому нибудь данный совет. В России привыкли самостоятельно ремонтировать машины.
Как восстановить резьбу метчиком с сохранением ее диаметра и места расположения
Если же нужно восстановить резьбу с сохранением ее диаметра, используйте один из следующих методов.
Заваривание отверстия с последующим нарезанием новой резьбы
Этот способ применяют редко из-за того, что прочность полученной по этой технологии новой резьбы будет ниже. Еще данный метод выбирают при отсутствии специальных приспособлений (ввертышей и спиральных вставок).
Этот способ восстановления резьб включает в себя следующие этапы.
Удаление старой резьбы путем рассверливания.
Заваривание отверстия. Выбор технологий зависит от материалов деталей.
Для заваривания отверстий в стальных изделиях используют электродуговую или газовую сварку в защитных средах.
При работе с чугунными деталями газовую или электродуговую сварку применяют в холодном состоянии или при общем/местном нагреве.
В качестве присадок используют электроды (МНЧ-1, ОЗЧ-1, ЦЧ-1), чугунные прутки с повышенным содержанием кремния и иные материалы.
Обработка отверстия заподлицо основным металлом.
Нарезание новой резьбы.
Обратите внимание! При работе с алюминиевыми изделиями этот способ восстановления резьбы обычно не применяют. Это связано с тем, что металл при сварке активно поглощает газы
В наплавленных слоях образуются поры. При сильной усадке появляются трещины.
Восстановление резьбы при помощи ввертыша
Ввертыши — это специальные цилиндрические приспособления, имеющие резьбу нужного диаметра и шага внутри и крупную — снаружи. Такие изделия изготавливают из стали, латуни, бронзы, меди и иных материалов. На финальных стадиях производства ввертыши закаливают и дополнительно упрочняют.

Фотография №2: ввертыш для восстановления резьбы
Если нужно восстановить резьбу с сохранением диаметра при помощи ввертыша, действуйте так.
Рассверлите отверстие. Сверло нужно подобрать таким образом, чтобы диаметр получившегося отверстия позволял нарезать резьбу для вкручивания ввертыша.
Нарежьте резьбу метчиком. Соблюдайте перечисленные выше правила.
Вкрутите ввертыш. Его нужно установить заподлицо. Если это невозможно, профрезеруйте деталь и удалите выступающую часть приспособления.
На границе новой резьбы и ввертыша нанесите засечки при помощи керна. Это предотвратит самопроизвольное выкручивание приспособления.
Восстановление резьбы при помощи спиральной вставки
Спиральные (их также еще называют проволочными и пружинными) вставки также часто используют для восстановления поврежденных резьб.

Фотография №3: спиральные вставки для восстановления резьбы
Эти приспособления имеют с внутренних сторон высокоточные ромбические резьбовые профили. Практически все модели оснащены специальными поводковыми язычками, предназначенными для вкручивания приспособлений.
Для изготовления таких изделий используют особо прочную высококачественную нержавеющую сталь. Это дает гарантию устойчивости восстановленной резьбы к деформациям и коррозии.
Восстановление резьбы при помощи спиральной вставки включает в себя 4 этапа.
Сверление. Рассверлите отверстие. Выбирайте диаметр режущего инструмента по таблице, которую производители прилагают к спиральным вставкам.

Изображение №1: рассверливание отверстия под спиральную вставку
Формирование резьбы
Обратите внимание! Для нарезания резьбы используйте специальные метчики, которые отличаются от стандартных и поставляются со спиральными вставками. Соблюдайте все правила и рекомендации

Изображение №2: формирование резьбы под спиральную вставку
Монтаж приспособления. Оденьте спиральную вставку на входящий в комплект поставки специальный инструмент и вкрутите ее в отверстие.

Изображение №3: вкручивание спиральной вставки в отверстие
Удаление поводкового язычка. От него можно избавиться при помощи специального инструмента (его также поставляют производители). Для удаления язычков со вставок больших диаметров подойдут обычные плоскогубцы.
Использование профессиональных спиральных резьбовых вставок имеет следующие преимущества.
В месте посадки вставки обеспечивается необходимый натяг. Это полностью предотвращает выкручивание. Приспособления располагаются в принимающих резьбах практически без зазоров. В использовании клея для дополнительной фиксации изделий нет необходимости.
За счет упругости вставок нагрузки и напряжения распределяются равномерно. Это создает идеальные условия для передачи усилий между болтами и приемными резьбами.
Спиральные вставки универсальны. Их применяют не только для восстановления резьб но и при необходимости усиления соединений. Спиральные вставки используют при работе с изделиями из низко- средне и высокопрочных металлов, а также пластика и древесины.
Центр МОТОР−М
В процессе эксплуатации, а чаще при проведении каких – либо демонтажно-монтажных и ремонтных работ на двигателе происходит повреждение различных резьбовых соединений.
Наиболее часто встречаются следующие повреждения резьб:
- — заклинивание, обрыв и выкручивание с прикипевшими остатками резьб крепления ГБЦ;
- — обрыв болтов крепления постели блока цилиндров;
- — заклинивание и проворот свечей зажигания;
- — заклинивание «прикипевших» свечей накала;
- — обрыв шпилек крепления выпускного коллектора и турбины;
- — повреждения резьб и обрыв болтов крепления крышек постелей головки блока цилиндров.
Часто приходится восстанавливать резьбы с применением сварки.
Стоимость работ по восстановлению резьб (2020 г):
| Ремонт резьбы в блоке цилиндров | ЦЕНА за отверстие, руб. |
| Ремонт резьбы крепления ГБЦ | 1 452 |
| Ремонт резьбы крепления крышек постелей БЦ | 1 452 |
| Восстановление резьбы в блоке цилиндров (крепления кронштейнов) футоркой | 726 |
| Нарезание резьбы увеличенного размера | 218 |
| Изготовление футорки | От 350 до 500 |
| Ремонт резьбы в головке блока цилиндров | ЦЕНА за отверстие, руб |
| Ремонт резьбы свечи (зажигания) | 1386 |
| Восстановление резьбы свечи накала | 3465 |
| Ремонт резьбы крепления крышек постелей ГБЦ | 726 |
| Ремонт резьбы крепления футоркой | 726 |
| Нарезание резьбы увеличенного размера | 218 |
| Изготовление футорки для восстановления резьбы | 360 |
| Ремонт резьбы Коленвала | ЦЕНА за отверстие, руб |
| Удаление болта коленвала и прогонка номинальной резьбы | 1 386 |
Ремонт резьб в алюминиевом блоке
Футорка изготовление
Восстановление резьбы свечи накала
Восстановление резьбы крепления коллектора
Ремонт резьбы свечи
Восстановление места под форсунку