Уникальное исследование, призванное помочь избежать классических ошибок при внедрении LEAN.

За время своей работы Деловой портал «Управление производством» подготовил для вас немало исследований, аналитических материалов и кейсов на примере предприятий-лидеров машиностроения, автомобильной промышленности, энергетики, химической отрасли, но внедрение LEAN-практик не ограничивается этими традиционными сферами. Предприятия и других отраслей при внедрении проходят те же этапы и сталкиваются с теми же трудностями.
Мы предлагаем вашему вниманию уникальное исследование, призванное помочь избежать классических ошибок при внедрении LEAN. Оно основано на примере массовых отраслей промышленности: пищевой, фармацевтической, производства медицинского оборудования и электроники. Эти отрасли активно расширяются в России и ориентируются как на внутренний, так и на внешний рынки, поэтому вопросы эффективности для них имеют принципиальное значение.
Эта статья была опубликована в альманахе «Управление производством», все самое интересное и уникальное мы публикуем именно там. 300+ мощных кейсов, готовых к использованию чек-листов и других полезных материалов ждут вас в полном комплекте номеров. Оформляйте подписку и получайте самое лучшее!
«Только через три года после запуска LEAN на нашем предприятии я понял, что изначально у нас не было ни малейшего представления о том, что же это такое LEAN на самом деле». Эти мудрые слова принадлежат вице-президенту компании-производителя медицинских приборов с мировым именем. Они отражают суть интервью, проведенных QBS Inc. с более чем 200 менеджерами и практиками LEAN из 71 компании, расположенной в США, Мексике, Европе. Они применимы и к беседам с представителями сотен российских компаний, которые регулярно проводит Деловой портал «Управление производством». Почему же LEAN в реальности так отличается от наших о нем представлений?
Хочется отметить, что такая прямолинейность – довольно редкое явление. Многие менеджеры даже не подозревают о том, что их представления о бережливости ошибочны. Ослепленные обещанным успехом и в то же время кажущейся простотой инструментов и техник, они с головой бросаются в омут LEAN, не имея при этом должной практической и теоретической подготовки.
С тех самых пор, как в 1991 году Джеймс Вумек и Дэниел Джонс впервые употребили термин LEAN («Лин») для описания Производственной системы Тойота в своей книге «Машина, которая изменила мир», менеджеры разных стран мира изучают принципы этой философии и применяют их на практике. Сегодня с полной уверенностью можно сказать, что внедрение LEAN на практике сэкономило миллиарды долларов путем оптимизации процессов и исключения потерь из цепочки создания ценности. Несмотря на то, что LEAN был впервые применен на производстве, его принципы и инструменты с успехом используются в непроизводственных областях – сфере услуг, медицине, в образовательных учреждениях, госслужбах и даже армии. Будучи не таким глобальным движением, как, например, Движение модернизации начала 90-х, LEAN, тем не менее, захватил многих практиков из разных отраслей промышленности и принес невиданные результаты.
Какими бы многочисленными ни были примеры успеха, не меньше было и неудач. Многие менеджеры упоминали то, что, начиная внедрение, просто «тонули в море малопонятных техник и инструментов». Другие же, не подозревая о своем поверхностном понимании LEAN, хвастались великими достижениями, едва прикоснувшись к сути концепции.
На объяснение причин того, почему многие компании разочаровываются в такой мощной методологии, было направлено исследование компании QBS Inc.. В данной статье речь пойдет о 15 наиболее распространенных ошибках применения LEAN на практике. Мы надеемся, что открытое обсуждение этих проблем поможет многим практикам усовершенствовать свои знания и повысить шансы на успех.
Таблица 1. Типичные ошибки внедрения LEAN на практике
| 1 | Считать, что 5S – это лишь средство организации рабочего места, применяемое к определенному участку | 5S |
| 2 | Внедрять 5S сверху вниз с малой долей участия подчиненных | |
| 3 | Сокращение потерь приравнивать к снижению затрат | Картирование потока |
| 4 | Не учитывать особенностей глобального потока создания ценности | |
| 5 | Предполагать, что будущее состояние карты потока – это просто нынешняя карта потока с указанием возможностей улучшения | |
| 6 | Приравнивать «визуальное рабочее место» к коммуникационной сети, построенной по схеме «сверху вниз» | «Визуальное рабочее место» |
| 7 | Считать, что TPM относится исключительно к инжинирингу и работе инженерно-технического персонала | Общее управление техническим обслуживанием оборудования |
| 8 | Использовать показатели OEE для оценки операций, а не масштабов улучшений | |
| 9 | Приравнивать стандартизацию рабочих процессов к определенному регламенту | Стандартизация рабочих процессов |
| 10 | Заниматься «промышленным туризмом» и думать, что это и есть бенчмаркинг | Бенчмаркинг |
| 11 | Не учитывать особенности выпускаемой продукции при производственном планировании и контроле | Поток |
| 12 | Забывать о сокращении однажды установленных канбан-запасов | |
| 13 | При создании непрерывного потока в производстве ограничиваться устранением потерь | |
| 14 | Верить, что для трансформации в LEAN-организацию достаточно инструментов LEAN | Стратегия и конкурентоспособность |
| 15 | Строить стратегию предприятия на философии LEAN |
Особенность внедрения 5S
5S является, вероятно, самым популярным и в то же время самым непонятым инструментом LEAN. Большинство практиков обращают внимание лишь на самую очевидную цель 5S – организовать рабочее пространство – и упускают из виду потенциальную возможность создания обучающей среды на предприятии.
Двумя наиболее распространенными ошибками при внедрении 5S являются:
1. Считать, что 5S – это лишь средство организации рабочего места, применяемое к определенному участку;
2. Внедрять 5S сверху вниз с малой долей участия подчиненных.
Наиболее часто ошибочное внедрение 5S можно распознать по фразе: «На прошлой неделе мы провели 5S на участке…». До тех пор, пока 5S понимается как действие, направленное на участок, а не на работников с этого участка, оно не принесет положительных результатов.

Типовые инструкции, шаблоны и алгоритмы для внедрения системы 5S вы можете найти в практическом руководстве по внедрению 5S.
Как-то LEAN-практик из успешной компании-производителя электроники рассказал: «Когда мы посещали другие компании, практикующие LEAN, мы были поражены обилием видимых признаков использования данной системы – рабочие места были чистые и аккуратные, для всего было свое место, информационные листки на местах соответствовали всем критериям. Но мы не увидели самого главного – на практике все эти меры не приносили абсолютно никаких результатов, кроме чистоты и порядка».
Практики LEAN отчетливо видят то, что лежит на поверхности, и не замечают всей глубины и многогранности используемой ими концепции. В своем стремлении к быстрому успеху они сосредотачивают все внимание на рабочем пространстве, сортируя, раскладывая по местам и убирая ненужные вещи направо и налево. Четыре часа работы – и результат налицо: сияющее и по-больничному чистое рабочее место, которое тут же фотографируется для сравнения на картинке «До и После». Но в своем рвении профессионалы забывают о главном: об изменении привычного образа мышления сотрудников и создании культуры постоянного обучения и совершенствования. Всего этого, конечно же, за полдня не достичь. И в итоге через несколько месяцев, а то и недель, рабочее место снова выглядит по-старому. Вот и приходится постоянно контролировать чистоту и порядок на рабочем месте, хотя в рамках LEAN-мышления это нечто само собой разумеющееся, а не то, что делается «из-под палки».
Поскольку практики LEAN не вдавались в детали и особенности 5S, все их достижения таковыми, по сути, не являются. На некоторых предприятиях проводится постоянный контроль с целью «поддержания рабочего места в чистоте и порядке». Когда менеджерам необходимо представить отчет по 5S, большинство из них отделываются банальным «были там-то, сделали то-то», хотя в реальности они не имеют представления о том, что самое главное они-то и упустили!
5S – это набор принципов, ценностей и практик, который служит своеобразной инструкцией по продуктивной работе в коллективе. Нельзя провести 5S на рабочем месте. Ответственные за процессы или участки лица проводят определенные мероприятия с использованием принципов 5S. Это помогает повысить эффективность совместной работы. Система 5S предлагает совершенно другие принципы работы, предполагающие свободу и автономность действий работника, чувство гордости за собственные достижения и умение контролировать последствия своих действий.
Система 5S необычайно эффективна еще и потому, что охватывает сложные принципы и законы обучения и усовершенствования и представляет их в простой и доступной форме. В то же время простота этой системы оборачивается против нее же.
До тех пор, пока практики LEAN не поймут сути системы 5S, – которая, вкратце, есть инструмент повышения квалификации сотрудников и способ направить их потенциал на благо улучшений, – они будут терпеть неудачи в своих попытках добиться всего того, что 5S может дать при грамотном использовании.
Картирование потока создания ценности
Практики LEAN в первую очередь учатся распознавать не создающие ценности операции. Устранение подобных процессов или действий составляет суть LEAN. Карты потоков создания ценности являются, вероятно, наиболее эффективным способом составить схему потока и определить эти самые не создающие ценность операции.
В создании карт потока наиболее часто допускаются следующие ошибки:
3. Сокращение потерь приравнивать к снижению затрат,
4. Не учитывать особенностей глобального потока создания ценности,
5. Предполагать, что будущее состояние карты потока – это просто нынешняя карта потока с указанием возможностей улучшения.
Ошибка 3 имеет место, когда практики LEAN не отличают сокращение потерь от снижения затрат. Первое представляет собой выявление и устранение операций, не создающих ценности; последнее связано с определенными разделами отчета о доходах и расходах.
Эту ошибку довольно легко допустить. Менеджеры, впервые имеющие дело с LEAN, теряются среди множества новых для них концепций. Чтобы понять их все и использовать в дальнейшем, они пытаются втиснуть их в рамки известных им понятий. Естественно, потери и снижение затрат связаны между собой. Но, несмотря на эту связь, сама их суть очень разнится: сокращение затрат может привести к экономии на важнейших аспектах производства и, как следствие, к ухудшению качества и другим неблагоприятным последствиям.
Ошибка 4 допускается, когда практики LEAN составляют карту потока строго в рамках определенной операции и не учитывают особенностей глобального потока создания ценности. Как-то профессионал в сфере LEAN и Шесть Сигм из одной фармацевтической компании поделился: «Мы старательно создавали детальную карту потока на нашем производстве, от сырья до готовой продукции, при этом отождествляя потери с операциями, не создающими ценности. Независимо от нас и не поставив нас в известность, правление компании делало то же самое, только на более высоком уровне. То есть получалось, что они оптимизировали глобальную цепочку создания ценности и наши усилия, в принципе, прошли впустую».
Вот и выходит, что практики LEAN, не учитывающие всей картины, за деревьями не видят леса. И хотя сокращение потерь в рамках одной операции даст определенные результаты, при рассмотрении глобальной цепочки создания ценности может оказаться, что эта операция вообще не нужна.
Ошибку 5 допускают практики LEAN, уверенные, что желаемое состояние процесса достигается путем сокращения потерь и исправления всех обнаруженных в текущем процессе неполадок. При этом они забывают одну прописную истину, которую можно смело отнести к системному проектированию: исправив все неполадки, не обязательно получишь желаемый результат!
Это заблуждение основывается на тенденции менеджеров набрасываться на проблему и решать, решать, решать. Как только потери обнаружены, они манят менеджера с непреодолимой силой. В то время как желаемое состояние карты потока достигается как при помощи исправления недостатков, так и через пересмотр функционирования процессов в целом. В стремлении улучшить конкретную операцию жертвы данного заблуждения не видят полной картины и не способны оценить ситуацию со стороны, что и приводит к плачевным последствиям.

Инструкции, шаблоны и алгоритмы для старта проекта LEAN вы можете найти в практическом руководстве по внедрению бережливого производства.
«Визуальное рабочее место»
Если посетить предприятие, практикующее LEAN, велика вероятность увидеть многочисленные графики ключевых показателей эффективности, информационные стенды, карты технологических маршрутов и описание продукции. Прибавить к этому подробное описание технологических маршрутов, световые индикаторы состояния оборудования и инструкции по распределению вещей по своим местам – и, кажется, можно получить полное представление о том, что такое «визуальное рабочее место». Ничего подобного!
Несмотря на то, что все вышеперечисленное является неотъемлемой его частью, «визуальное рабочее место» является таковым, если работники могут четко и без колебаний ответить на два основных вопроса:
- Что мне нужно еще узнать, чтобы выполнять свою работу?
- Что я могу рассказать/показать другим, чтобы они могли (лучше) выполнять свою работу?
Коммуникационная сеть, построенная по схеме «сверху вниз», не даст ответов на эти вопросы. Практики LEAN , фокусирующиеся на таком типе коммуникации, чаще всего совершают шестую типичную ошибку практического использования LEAN:
6. Приравнивать «визуальное рабочее место» к коммуникационной сети, построенной по схеме «сверху вниз».
Без сомнения, такая коммуникация важна. Тем не менее, она никак не поможет заполнить информационные пробелы, прямым образом влияющие на эффективность работы сотрудников.
Данную ошибку лучше всего описывают слова главы вспомогательной службы одного медицинского центра, практикующего LEAN в течение четырех лет: «Когда мы переключили внимание с такого типа коммуникации на то, что действительно помогает нашим медсестрам заполнить информационные пробелы, мы немедленно заметили улучшения в работе отделения».
Скачать ознакомительный номер журнала Альманах «Управление производством»
Следите за порталом — ОКОНЧАНИЕ статьи будет скоро.
Текст: Ольга Гончарова
Материал подготовлен на основании данных «The 15 Most Common Mistakes in Lean Implementation», Ulises Pabon, QBS, Inc., 2010
Система 5s – комплексная методика улучшения производственного процесса путём оптимизации пяти связанных между собой этапов, собранная как цельная система в Японии в конце 20-го века. Наименование каждого из этапов в японском языке начинается на букву «s».
 Но в русском языке на букву «с» подобраны соответствующие этим наименованиям аналоги, поэтому нередко в литературе используется адаптированное «русское» название метода бережливого производства – Система 5С, где:
Но в русском языке на букву «с» подобраны соответствующие этим наименованиям аналоги, поэтому нередко в литературе используется адаптированное «русское» название метода бережливого производства – Система 5С, где:
- 1С – Сортируй – Seiri (Сейри).
- 2С – Соблюдай порядок – Seiton (Сейтон).
- 3С – Содержи в чистоте – Seisō (Сейсо).
- 4С – Стандартизируй – Seiketsu (Сейкецу).
- 5С – Совершенствуй (или Самодисциплина) – Shitsuke (Сицуке).
Существует адаптация и под английский язык, где наименование каждого этапа начинается уже на английскую букву «s»: Sorting, Set in Order, Sweeping, Standardizing, Sustaining the discipline.
Возникновение и системные принципы
Задача номер один внедрения такой системы – обеспечение стабильности производственных процессов. Для этого все мероприятия в каждой фазе:
- должны быть хорошо оптимизированы на уровне первичных операций,
- формат должен быть унифицированным и одинаково понятным каждому сотруднику на его участке, чтобы при смене исполнителя систему не пришлось перестраивать,
- процедура должна носить не только формальный, но и идейно-содержательный характер, изменяя отношение сотрудников к своей деятельности.
Первый, кто объединил простые, но важные принципы воедино, был Таиши Оно – основатель производственных процессов автогиганта «Тойота». Система 5s получилась очень «японской» по духу, став воплощением самурайских ценностей и традиционного японского минимализма: дисциплины, порядка, чистоты, почти ритуальных правил и стремления к идеалу на пути к постоянному совершенствованию. Таким образом, 5с бережливого производства – это часть общей культуры, правила которой перенесены на культуру производства.
Правила эти кажутся, на первый взгляд, очевидными, а объединяющая их система – спекулятивной. Казалось бы, зачем внедрять то, что на любом производстве предполагается по умолчанию? Всем и так понятно, что:
- рабочее место должно быть чистым,
- инструменты должны лежать на своих местах,
- комплектующие и материалы – быть «под рукой», но не мешать.
Зачастую эти правила воспринимаются как некая абстракция – идеальные представления об идеальном процессе, которые желательно, но необязательно воплощать в жизнь. Не удивительно поэтому, что для практического внедрения 5s выпускаются платные пособия, и проводятся специализированные тренинги и консультации для руководящего состава. Устоявшийся порядок вещей активно сопротивляется нововведениям, какими бы очевидно правильными они ни были.
Но, несмотря на сопротивление и «фактор психологии», применять правила надо, поскольку на практике это позволяет обойти конкурентов, снизить производственные затраты материалов и времени, улучшить условия труда и профессиональную заинтересованность работников. Экономический эффект от внедрения 5s заметен сам по себе, но, кроме этого, внедрение бережливого производства можно рассматривать как необходимый подготовительный этап последующего внедрения на производстве методики 6 сигм.
Пять этапов бережливого производства
Пять составляющих методики сами, в свою очередь, состоят из нескольких практических «шагов». В списке действий первым пунктом всегда идёт «Обучение персонала», а последним пунктом – «Фиксирование полученного результата с помощью теста, фотосъёмки или контрольной проверки». Контроль за внедрением так же необходим, как и запуск системы.
S №1 – сортировка. Задача С1 – отделение обязательных инструментов, материалов и документов с целью избавления от ненужных:
- Шаг 1. Разделение присутствующего на столе (рабочем месте) на 3 части:
- всегда нужное,
- иногда нужное – невостребованное в текущий момент, но регулярно применяемое при более широкой локализации процесса,
- ненужное совсем – брак, тара, лишние инструменты, посторонние предметы.
- Шаг 2. Маркировка ненужных вещей красной меткой.
- Шаг 3. Удаление помеченных красной меткой вещей из рабочей зоны.
На этом этапе нужно изготовить понятные всем маркирующие бирки (метки) (кроме прочего, на них оставляют ту информацию, которую руководство планирует отследить в будущем). Это особенно важно, когда ещё не сформировалось чёткое понимание в разделении достаточных и необходимых элементов. Для прояснения этого вопроса, на первой стадии, сначала обозначаются критерии сортировки (с последующим внесением корректив в них, по необходимости). Кроме того, уже убранные в «отстойник» вещи не должны там задерживаться – им тоже нужно найти постоянное место.
 S № 2 – соблюдение порядка (рациональное расположение). Упорядочивание оставшихся предметов и раскладывание их по местам с соблюдением условий. Помимо соблюдения требований техники безопасности, вещи должны располагаться для обеспечения:
S № 2 – соблюдение порядка (рациональное расположение). Упорядочивание оставшихся предметов и раскладывание их по местам с соблюдением условий. Помимо соблюдения требований техники безопасности, вещи должны располагаться для обеспечения:
- доступности, чтобы было легко взять и вернуть,
- наглядности, чтобы было легко найти – увидеть, если предмет на предполагаемом месте,
- безопасности.
Решение по определению «удобности» и эргономичности принимает тот, кто непосредственно работает на этом месте, а не человек (контролёр) со стороны. Если рабочий процесс производится в две-три смены, то вновь прибывшие рабочие должны быть проинформированы об изменениях.
Если устного информирования недостаточно, производится маркировка с помощью мела, скотча, маркера. Для наглядности применяют контрольный лист, по которому сверяется новая планировка. Если для обеспечения эргономики необходимы новые стеллажи, в ходе этого этапа делаются эскизы такого оборудования.
Место в оборудовании должно быть предусмотрено и для предметов, которые обеспечат осуществление третьего этапа – наведения чистоты.
S № 3 – обеспечение чистоты. Уборка осуществляется по графику и по схеме. То есть, создаётся «карта места», на которой за работниками закрепляются зоны ответственности. Переходным моментом становится передача смены (к приходу сменщика территория приводится в порядок). В случае отсутствия смен для уборки отводится 10 минут перед работой и 10 минут обеденного времени.
Перед началом этапа работники обеспечиваются всем необходимым для уборки (щётки, моющая химия, тряпки), поскольку в нужный момент ничего этого не оказывается в распоряжении. В дальнейшем все эти аксессуары должны храниться в доступном месте и пополняться по графику, который рассчитывается опытным путём на основе данных практического эксперимента или среднего расхода в месяц.
Уборку помещения и рабочей площади сильно облегчает хорошее освещение и доступность мест загрязнения. На чистоту работает и устранение необязательных причин загрязнения. Например, в офисе в этих случаях вводится запрет «на кофе» за рабочим столом.
S № 4 – стандартизация. Есть жизненная шутка: «Если вы создали беспорядок, в котором легко ориентируетесь, то это уже не беспорядок, а индивидуальный (личный) порядок». В частной жизни, возможно, это и верно, но система бережливого производства 5s таких трактовок не допускает. Писаные правила действуют для всех. Принципиально выпускать их в виде «должностных инструкций» или других документов, позволяющих потом «спросить» с исполнителя и, в случае необходимости, применить систему наказаний.
Если процесс работы предполагает многоступенчатую комбинацию, нередко применяют универсальные условные обозначения, знаки, цветовое кодирование, схемы, шаблоны, с которым знакомят всех исполнителей. Визуализация в этих случаях становится важным инструментом приведения к единому стандарту.
S №5 – совершенствование и развитие. Задача этого этапа в том, чтобы предыдущие четыре вошли в привычку и стали основой для совершенствования системы бережливого производства. Для этого:
- меняют систему мотивации, поддерживая инициативу материально и эмоционально,
- разъясняют и пропагандируют, демонстрируя графики улучшений, приводя позитивные примеры,
- осуществляют многоступенчатый контроль по чек-листам,
- мониторят все изменения и текущие проблемы для корректирования процессов,
- подсчитывают экономический эффект и демонстрируют его как наглядное подтверждения пользы от нововведений.
Поскольку значительная часть оптимизационных процессов может спровоцировать сопротивление коллектива, на предприятиях с развитой иерархией и подразделениями в осуществлении процессов можно опираться на личные связи и профессиональные приёмы руководителей малых структурных единиц – руководителей цехов, отделов, бригадиров. Они лучше знают «на каком языке» объяснить подчинённым новые правила так, чтобы это не вызвало негатива или проявлений формализма.
Каждый системный этап при чрезмерно формальном или, наоборот, небрежном отношении может вместо положительного оптимизирующего эффекта давать отрицательный. Среди наиболее распространённых практических ошибок называют следующие:
- При организации места часто забывают, что наводить порядок нужно предусмотрительно, то есть, с учётом тех инструментов или запчастей, которые в текущий момент времени могут отсутствовать, но предполагаются как необходимые, задействованные в постоянном процессе.
- В перечне необходимого (при разделении обязательного и необязательного) часто возникает третья группа – желательное. Это те вещи (инструменты, документы, материалы), которые, возможно, понадобятся «скоро», потому что когда-то они нужны были в неких предыдущих процессах. В эту ж группу попадают предметы, эмоционально стимулирующие работников: фотографии семьи, антистрессовые тренажёры, распечатанный сборник «мотиваторов» и т.д. Часто именно третья группа захламляет рабочее место, так что присутствие её элементов нужно сводить до рационального минимума.
-
 После перемещения «ненужных» вещей в «отстойник» он начинает переполняться, становясь иллюстрацией тезиса «Пусть пока здесь полежит». В итоге возникает новая проблема. Чтобы этого не происходило, время хранения вещей в отстойнике тоже ограничивается (например, 1 месяцем).
После перемещения «ненужных» вещей в «отстойник» он начинает переполняться, становясь иллюстрацией тезиса «Пусть пока здесь полежит». В итоге возникает новая проблема. Чтобы этого не происходило, время хранения вещей в отстойнике тоже ограничивается (например, 1 месяцем). - Формальное очищение рабочего места от всего лишнего иногда приводит к тому, что, вместо ожидаемого порядка, создаётся нефункциональная пустота, которая получила неофициальное название «мёртвого» рабочего места. Кроме функциональных неудобств, подобные «перегибы на местах» сопряжены ещё и с возникновением конфликтных отношений между исполнителем, который должен работать на своём рабочем месте, и контролёром, который проверяет соответствие системе 5s.
- То, что ненужно на одном рабочем месте, может понадобиться на другом. Наводя порядок у себя, следует это учитывать и не просто избавляться от лишнего, а перемещать это «лишнее» в случае необходимости туда, где без него обойтись не могут.
- Закрепление за рабочим и собственного рабочего места, и ответственности за соблюдение порядка на нём избавляет от перекладывания вины за беспорядок на уборщиц. Уборщицы в этой связке, даже если их привлечь экспериментальном процессе, заведомо покажут меньшую эффективность в создании оптимального рабочего пространства, чем человек, который непосредственно причастен к каждому «шагу» производства.
 После перемещения «ненужных» вещей в «отстойник» он начинает переполняться, становясь иллюстрацией тезиса «Пусть пока здесь полежит». В итоге возникает новая проблема. Чтобы этого не происходило, время хранения вещей в отстойнике тоже ограничивается (например, 1 месяцем).
После перемещения «ненужных» вещей в «отстойник» он начинает переполняться, становясь иллюстрацией тезиса «Пусть пока здесь полежит». В итоге возникает новая проблема. Чтобы этого не происходило, время хранения вещей в отстойнике тоже ограничивается (например, 1 месяцем).Пример внедрения системы на практике
В качестве примера можно рассмотреть реальную практику перехода на систему 5s в научно-производственном объединении «МИР» в 2004 году. Предприятие занималось созданием систем автоматизированного учета энергетических ресурсов, управлением энергообъектами и производством измерительных приборов.
До начала внедрения начальники подразделений посетили образовательный семинар, а информация, полученная на нём, была передана «по цепочке» подчинённым. Параллельно из числа руководителей была создана контрольно-мониторинговая комиссия для проверки внедрения 5s с периодичностью два раза в месяц.
Для сглаживания острых углов при адаптации работникам предприятия разрешили не изменять и не предъявлять на проверку места личного пользования. В остальном все 5 этапов были пройдены в соответствии с рекомендациями. В ходе мероприятий было сделано следующее:
- введено так называемое «Золотое правило», закрепляющее ответственность работника по двум направлениям: за свою работу и за коллективный результат,
- создана общая компьютеризированная структура с единым деревом папок,
- постепенно стал проводиться сбор эффективных решений и предложений от сотрудников.
Однако, несмотря на предподготовку, внедрение системы растянулось на полгода, причиной чему стал человеческий фактор – сопротивление сотрудников переменам. Многие сознательно отказывались от системных преобразований, мотивируя это тем, что их рабочее место и без того устроено эргономично. Полгода ушло на преодоление инерции мышления: разъяснение, консультирование, пробы.
Начиная с 2006 года производительность и качество продукции улучшилось на 16% только за счёт продвижения 5s. Как следствие:
- произошло сокращение времени на документооборот (документы перестали «теряться» и были мгновенно доступны как в электронном, так и в физическом виде),
- повысилась дисциплинированность и в процентном отношении снизилось количества бракованной продукции,
- сократились аварийные простои (их устранение занимало меньше времени),
- улучшилось общий эмоциональный климат в коллективе (сотрудники перестали выяснять, кто и по какой причине виноват в возникновении проблем).
Понимая важность психологического настроя персонала и для закрепления результатов ежеквартально начали проводить награждение лучших сотрудников и подразделений за соответствие требованиям, которые предъявляет система 5s.
Цикл вводных статей о 5С хочу завершить рассказом о проблемах, с которыми вы столкнетесь, начиная внедрение 5S.
Сразу изложу главную мысль, все проблемы внедрения 5S будут сняты, если Вы сможете организовать командную работу с вовлечением всех сотрудников в работу, а не для галочки. Объяснения и мотивация, что так сверху сказали или Вы видели это на другом предприятии не поможет. Эти пояснения будут скорее якорем проблемы при внедрении.
Внедрение 5s, основные проблемы:
1. Низкий приоритет
Если вы ставите задачу и пытаетесь решить ее «спустя рукава», то и результат будет такой же. В любой организации всегда существует много задач, которые необходимо решить. Большинство из них требуют решения здесь и сейчас. Если вы поставите низкий приоритет, ни один управленец не будет фокусировать силы на решение данной задачи. Тем более этим не будет заниматься рабочий персонал.
2. Отсутствие обучения сотрудников 5С
Казалось бы, описание системы 5С очень простое, все понятно. Но без теоретической подготовки, вы получите в лучшем случае эпизодическую генеральную уборку. Да и не имея представления о Системе 5С, не зная выгод от ее использования, как вы получите сторонников в лице работников организации? Вместо этого, Вы будете регулярно отвечать на вопрос: «А зачем нам это надо, мы и так не плохо живем?»
3. Управляет работой по внедрению не тот кто должен
В данной проблеме два важных момента. Первый заключается в отсутствии компетенций у специалиста, на которого возложены данные полномочия. Тут все просто, если руководитель сам не знает, что делать, как об этом догадаются подчиненные. Второй момент, когда обязанности возлагаются на специалиста не наделенного полномочиями. Необходимо учитывать, что любая система всегда стремиться сопротивляться изменениям, а если еще и полномочий не достаточно, то система уйдет в свое обычное состояние. В итоге на выходе от чего пытались уйти, к тому и пришли.
4. Самодисциплина и развитие
Как говорится «Терпение и труд все перетрут». Так и при внедрении 5С, необходимо быть требовательным не только к окружающим, но и к себе. Не откладывать на потом, не менять курс и не отступать. Так же, очень важно — это постоянное развитие системы, именно развитие выступает ключевым сдерживающим фактором возврата. О развитии можете почитать в статье: 5С Совершенствование
Итоги
Подводя итоги, хочется отметить главное, при любых преобразованиях — это заинтересованность первого лица компании. Следующим пунктом по важности идет вовлечение всего персонала компании. Не планируйте работу по преобразованиям участками, это только даст усиление сопротивления со стороны сотрудников.
Встав на путь изменений, примите для себя, что обратного пути нет и отступать некуда. Только с таким настроем Вы преодолеете все сложности и встанете на путь совершенствования.
Содержание
- 1 Введение
- 2 Этапы внедрения 5С
- 2.1 Первый этап «Сортировка»
- 2.2 Второй этап «Свои места для всего»
- 2.3 Третий этап «Содержание в чистоте»
- 2.4 Четвертый этап «Стандартизация»
- 2.5 Пятый этап «Самодисциплина/ совершенствование»
- 3 Проблемы при внедрении системы 5С
- 4 Заключение
- 5 Литература:
- 6 Вклад участника:
Введение
Статья посвящена особенностям внедрения системы 5С в Российской Федерации. В ней раскрывается основа данной системы, выявляются эффекты, получаемые на этапах ее внедрения. В статье анализируются проблемы применения системы 5С на российских предприятиях, а также предлагаются меры, позволяющие устранить ошибки внедрения данной системы
Ключевые слова: организация рабочего места, карта 5С, сортировка, систематизация, рациональное размещение, стандартизация правил, красные ярлыки, ненужные вещи
В настоящее время особую актуальность приобретает стремление предприятий производить все более усложненную продукцию и при этом затрачивать на нее как можно меньше средств. Это стремление находится также во взаимосвязи с такой составляющей, как конкуренция. Она стремительно набирает обороты, на рынок выходят все больше предприятий со своими инновационными идеями, чтобы не отстать, организациям необходимо внедрять в деятельность своих компаний различные новые методы или вводить уже проверенные и трансформировать их к своей среде.
Японский опыт организации рабочего места на предприятиях является уникальным, он способствует как росту производительности, так и улучшению уровня качества продукции. Именно поэтому следует особо остановиться на японской системе организации рабочего места, которая называется «Система 5С». Существенной ее особенностью является возможность применения данного метода в условиях жесткого бюджетного ограничения.
В основе Системе 5С лежат пять этапов, постоянное выполнение которых позволило японским предприятиям в кратчайшие сроки поднять экономику своей страны на высокий уровень, а компаниям, применяющим его, получать возросшую прибыль, при этом количество брака значительно сократилось, возросла производительность рабочих. Этапы в составе рассматриваемого метода включают в себя: 1) сортировку; 2) свои места для всего; 3) содержание в чистоте; 4) стандартизацию; 5) самодисциплина/совершенствование. Рассмотрим основные эти этапы более подробно.
Этапы внедрения 5С
Первый этап «Сортировка»
Сортировка означает освобождение своего рабочего места от всего, что не понадобится при выполнении текущих производственных или канцелярских операций. При выполнении этапа сортировки одна из основных составляющих заключается в определении тех деталей, предметов, которые впоследствии понадобятся при выполнении заказа и избавлении от ненужных вещей. Отметим, что, производя сортировку, сотрудники не только избавляются от тех изделий, которые точно не понадобятся, но также и от тех, на счет которых возникают определенные сомнения. Главное значение сортировки заключается в эффективном использовании ресурсов.
Плюсы правильного выполнения данного этапа заключаются в следующем:
– появление дополнительного места для хранения нужных деталей и инструментов;
– снижение затрат на транспортировку ненужных деталей, для которых могла потребоваться какая-либо тара;
– уменьшение времени на поиск требуемых вещей, что так же помогает сохранению благоприятной обстановки;
– нужные вещи всегда будут находиться в рабочем состоянии, а их поломка будет обнаружена гораздо быстрее;
– увеличивается производительность труда.
Следует отметить, что на рассматриваемом этапе одна из основных сложностей состоит в определении ненужных или просто лишних в данный промежуток времени предметов. Самый эффективный способ выявления потенциально лишних предметов и анализ их степени полезности называется «компания красных ярлыков». Суть его заключается в том, что те предметы, которые явно необходимы и не вызывают никаких в этом аспекте сомнений, оцениваются сразу. Если же предмет вызывает какие-либо сомнения, то на него вешается красный ярлык.
Для эффективного функционирования «компании красных ярлыков» необходимо так же осуществлять документирование, для каждой компании оно индивидуально. Примером может служить ведение журнала учета или хранение всей информации в компьютерной системе организации. Данные результаты, их анализ позволят наглядно увидеть те улучшения, к которым привело внедрение «красных ярлыков».
Остановимся более подробно на возможных проблемах, которые могут возникнуть на первом этапе внедрения 5С:
а) полки и другие виды помещений, куда были сложены ненужные предметы, разделили рабочее пространство, что впоследствии стало причиной неудобства для взаимодействия рабочих;
б) для поиска различных деталей стало уходить больше времени;
в) содержание ненужных вещей приносит большие затраты;
г) накапливается много хлама, что в свою очередь отражается на работе в целом и другие.
Если при проведении сортировки были выявлены одна или несколько выше представленных проблем, то необходимо еще раз провести данный этап метода, выявив при этом причины, породившие данные проблемы.
Второй этап «Свои места для всего»
После успешного завершения первого этапа на предприятии, внедряющем рассматриваемую систему, стоит перейти ко второму, который называется «свои места для всего». Суть его заключается в том, чтобы предметы располагались таким образом, при котором их можно было бы легко использовать, а маркировка была такой, чтобы любой рабочий мог быстро найти нужную ему вещь, затратив минимум времени. Чаще всего потери времени происходят при: передвижении, отсутствии техники безопасности, поиске предметов, от излишков запасов, при работе с некачественными изделиями.
Это позволяет сделать вывод, что главная особенность данного этапа состоит в сокращении времени на поиск нужного предмета рабочим, что впоследствии скажется на продуктивности работы. Выбор лучшего расположения для различных инструментов исходит из расчета минимум движений для взятия и использования предмета, что сокращает потери. Потери – это операции, которые требуют затрат времени и ресурсов, но не повышают ценности товара или услуги для потребителя. Поэтому удобное расположение вещей позволяет снизить потери времени, для этого на предприятиях часто используется карта 5С.
Сущность карты 5С состоит в том, что она является механизмом, который помогает оценить в настоящее время местонахождение различных приборов, вещей, необходимых для работы, и выбрать наиболее рациональное расположение для этих предметов. Ее можно разделить на 2 части. Для наглядного примера приведем карту 5С с разметкой машинных операций до применения системы 5С, которая представлена на рис. 1.
Рис.1 Карта 5С с разметкой машинных операций до применения системы 5С
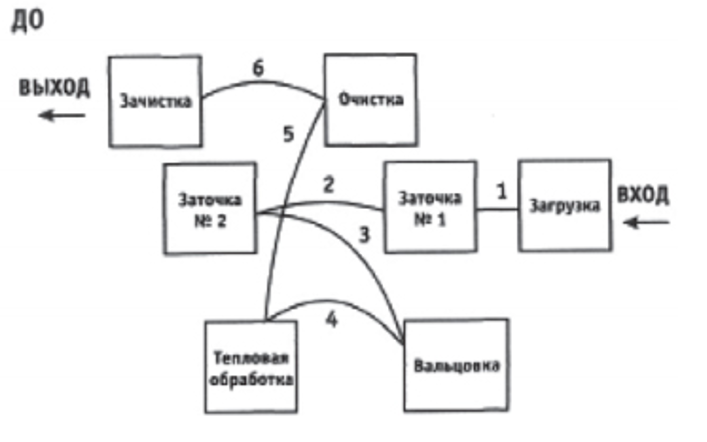
Как видно на рис. 1, в первую часть карты входит то расположение предметов, которое было до внедрения данной карты, теперь рассмотрим карту после внедрения 5 S, которая представлена на рис. 2.
Рис. 2 Карта 5С с новой разметкой машинных операций
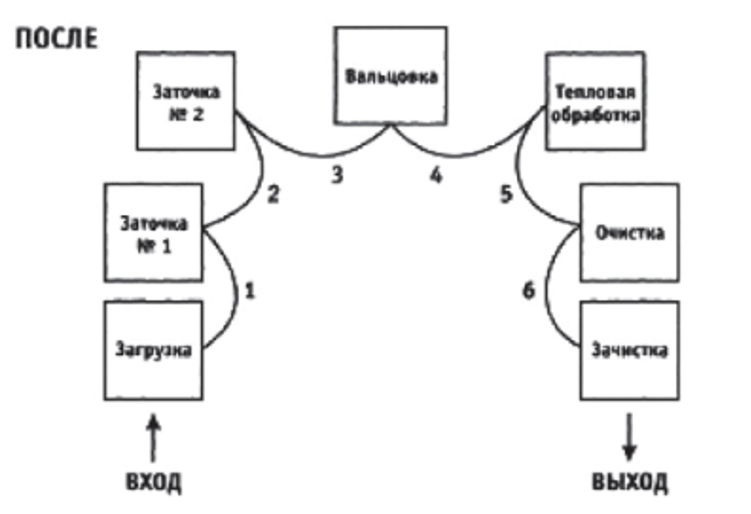
На рис. 2 видно, что новая разметка структурировала этапы цикла машинных операций, сократив тем самым время на их выполнение и увеличив производительность.
Итак, можно сделать вывод, что второй этап системы 5С позволит сократить время на выполнение операций, внесет строгую последовательность, которая позволит избежать хаоса на рабочем месте, тем самым увеличив производительность.
Третий этап «Содержание в чистоте»
Перейдем к третьему этапу, который называется содержание в чистоте. Применять его следует только после осуществления второго, так как они тесно взаимосвязаны между собой. Сущность систематической уборки состоит в постоянном поддержании чистоты, как на рабочем месте, так и отдельных вещей в частности. Отметим плюсы данного этапа: – появление удовлетворенности работника своим рабочим местом; – полная готовность предметов, которые нужны для выполнения работы; – повышается безопасность рабочего места; – снижается вероятность брака; – постоянный технический осмотр увеличивает время работы без поломок оборудования.
Систематическая уборка рабочего места является обязанностью всех сотрудников, которые на нем работают. Для ее проведения выделяется определенное время, назначенное руководством. После того как уборка вошла в систематическую фазу, следует внедрить проверку и оборудования. Для этого следует определить объект, на который будет направлено данное действие (например, режущий станок), далее сотрудников, которые непосредственно этим будут заниматься, после этого следует подготовить инструменты для уборки, а в завершение ввести систематическое ее выполнение.
Итак, подводя итоги третьего этапа, следует отметить, что целью уборки является содержание в чистоте и отличной работоспособности всего, что используется или может быть применено для выполнения поставленных производственных задач. Данный этап нацелен на систематизирование содержание не только рабочего места в чистоте, но и на систематическую проверку оборудования, что позволяет повысить безопасность на рабочем месте, время работы оборудования, а также уменьшает количество производимого брака.
Четвертый этап «Стандартизация»
Рассмотрим следующий этап – стандартизация, сущность которого заключается в организации унифицированного подхода, который будет понятен всем работникам и будет простым в использовании. Для успешной стандартизации необходимо, чтобы была включена постоянная сортировка, самоорганизация и систематическая уборка.
Следует отметить, что для каждого рабочего места необходимо иметь рабочие стандарты, рабочие инструкции наглядны, понятны, облегчают и работу, и обучение новых сотрудников. Кроме того, следует сделать так, чтобы инструкции находились непосредственно на рабочем месте, т. е. там, где выполняется работа, чтобы при необходимости сотрудник мог всегда к ним обратиться. Все инструкции следует составлять так, чтобы они были исполнимы.
Таким образом, четвертый этап включает в себя несколько шагов, таких как определение обязанностей, по выполнению первых трех этапов системы 5С, следующий шаг состоит во внедрение разработанной стратегии в график работы сотрудников без ущерба для выполняемой ими работы, последний же этап заключается в контроле за исполнением. Данный этап позволяет наладить работу предыдущих ступеней и при этом отслеживать какие-либо нарушения или отставания.
Пятый этап «Самодисциплина/ совершенствование»
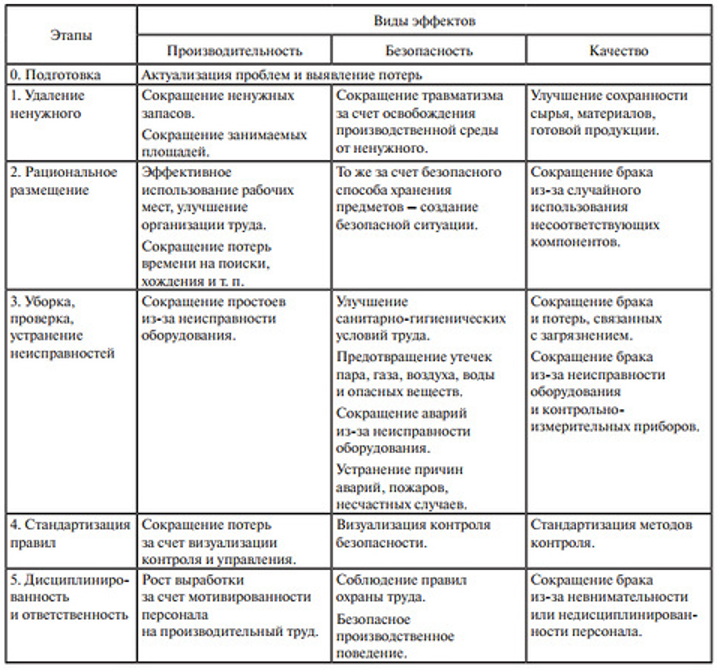
Пятый этап системы 5С называется самодисциплина/ совершенствование. В отличие от первых четырех, на нем результаты не так очевидны и не поддаются измерению. Стремление работников к совершенствованию возможно лишь поощрить, создавая условия для стремления к этому. Примером условий стимулирования данного этапа может служить: понимание сотрудниками необходимости и эффективности внедрения системы 5С, выделение времени на обдумывание и реализацию замыслов, помогающие внедрению 5С, поощрение со стороны руководства. В табл. 1 представлены эффекты, получаемые на этапах внедрения 5С:
Таблица 1.
Виды эффектов при внедрении системы 5С
Проблемы при внедрении системы 5С
В настоящее время можно утверждать, что данная концепция организации рабочих мест успешно внедряется во многих странах мира, но на российских предприятиях, особенно это касается предприятий Пензенской области, редко применяется. Одной из основных причин отказа российских предприятий от внедрения системы 5С является неправильное толкование и реализация данной концепции руководителями или персоналом, рассмотрим их главные ошибки. Так, на первом этапе реализации метода системы 5С могут возникнуть следующие проблемы:
– невысокий приоритет, который ставят руководители на предприятиях;
– контроль внедрения находится не в тех руках;
– неэффективность из-за направления деятельности предприятия;
– нечеткое понимание действия системы 5С и ее выгод;
– отдельные ошибки реализации.
Остановимся подробно на каждой из этих проблем в отдельности. Во-первых, невысокий приоритет для руководителей. Управленец всегда должен понимать, что на его поведение равняются, а его отношение к делу анализируется работниками более низкого звена, ведь если начальник не видит в этом внедрении какой-то необходимости или относится к ней незаинтересованно, то и работники будут относиться к этому так же. Кроме того, в настоящее время внедрение зарубежного опыта становится модой, часто выполняется лишь для галочки, поэтому некоторые руководители даже не считают нужным пройти самим эти курсы, а от того, что их пройдут лишь работники, эффективности будет мало. Для реализации этапов системы 5С требуется выделение времени для их реализации, порою же руководители пренебрегают этим.
Во-вторых, при внедрении системы 5С следует не забывать о систематическом контроле всех этапов, но при распределении и назначении этой обязанности необходимо помнить такие моменты, как есть ли у этого работника полномочия для осуществления этой деятельности и ресурсы, чтобы реализовать контроль своевременно, ведь именно бюрократические проволочки даже внутри среднего предприятия бывают очень затяжными.
Третья основная проблема для предприятий состоит в том, что не для всех сфер деятельности будет одинаковый результат, так, например, для организаций, работающих в металлургической области эффективность системы 5С, будет очень незначительной, так как для ее высокого функционирования достаточно поддержания в рабочем состоянии оборудования, а другие составляющие будут незначительно влиять на общую работу в целом.
Нечеткое понимание действия системы 5С и ее выгод заключается в нежелании сотрудников переходить на данную модель, причин можно назвать много, но главная состоит в том, что не было уделено достаточно внимания просвещению персонала о данной модели, ее плюсах для каждого конкретного работника и всего предприятия в целом.
К отдельным ошибкам реализации относятся уже более частные проблемы. Например, утрировав этап избавления от ненужных вещей, работников заставляют избавляться практически от всех предметов, которые находятся на рабочем месте, тем самым как бы поддерживая иллюзию наведения порядка, а на самом деле без маленьких мелочей работать становится неудобно, что впоследствии сказывается на отношении в целом к системе 5С.
Для того чтобы данная система действительно работала в российских компаниях, которые начинают ее у себя внедрять, надо понять, что главное – это желание сотрудников и особенно руководства применить ее для эффективности производства, а не просто для галочки.
Заключение
В заключение выделим основные меры, позволяющие устранить ошибки внедрения системы 5С на российских предприятиях:
1) руководителю следует показать свою личную заинтересованность во внедрении данной системы;
2) на совещаниях необходимо проводить анализ хода внедрения системы на предприятии;
3) выявление сотрудников, которые больше всех внесли улучшений в данную систему и поощрение их;
4) контролировать просвещение новых сотрудников предприятия, связанное с осуществлением системы 5С;
5) работник на предприятии, понимая то, что при такой организации его рабочее место будет более удобно и безопасно, станет стремиться к совершенствованию этой системы, проявляя инициативу и доводя ее до сотрудников и руководителей;
6) сотруднику или нескольким работникам, на которых возложили обязанность контролировать осуществление данного метода, следует со всей ответственностью подойти к данному заданию, выявлять те проблемы, которые существенно снижают эффективность внедрения, а также доводить свой анализ до руководства, например, высылая результаты им на электронную почту.
Анализ системы 5С позволяет утверждать, что ее эффективное внедрение на российские предприятия возможно, ведь самым важным в данной системе является желание и понимание всех сотрудников различных занимаемых рангов тех выгод, которые может принести данная система конкретно для них и для всего предприятия в целом. При этом никогда не надо останавливаться на достигнутых результатах, всегда стремиться к совершенствованию и систематизации.
Литература:
1. Хироюки Х. 5 S для рабочих: как улучшить свое рабочее место. – М.: Институт комплексных стратегических исследований, 2006. С. 32.
2. Тэппинг Д., Данн Э. Бережливый офис. Устранение потерь времени и денег. – М.: Альпина Паблишер, 2012
3. Растимешин В. Е., Куприянова Т. М. Упорядочение / 5 S – система наведения порядка, чистоты и укрепления дисциплины с участием всего персонала
Вклад участника:
Рогозик Денис Викторович